Features
Paper
Process Control
Pulp
Chip considerations: papermaking processes start with wood chip quality
How critical is wood chip size distribution during kraft pulping operations?
March 16, 2020 By Augusto Quinde
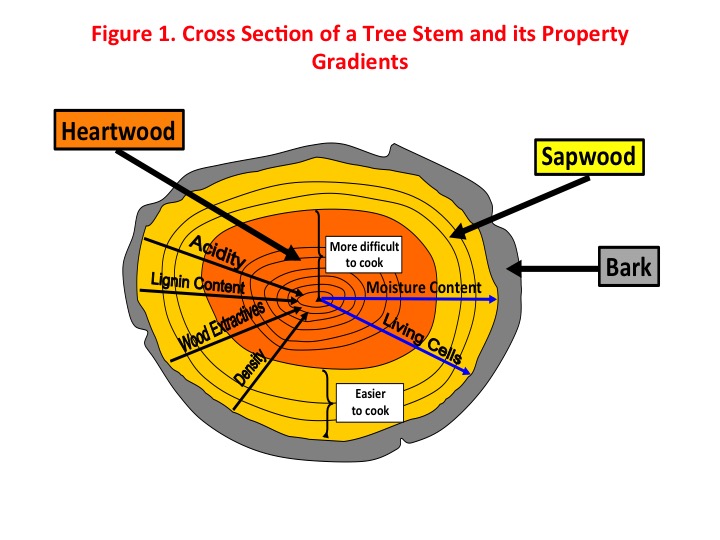 Figure 1: Cross-section of a tree stem and its property gradients. Photo: Augusto Quinde
Figure 1: Cross-section of a tree stem and its property gradients. Photo: Augusto Quinde Many kraft pulp mills around the world experience problems related to wood chip supply and quality. Sourcing of good-quality wood chips can be time-consuming. Wood chip suppliers offer hardwood and/or softwood chips, sawmill residue chips, whole-log chips and whole logs, either with bark or debarked.
After the 1990s, kraft mills in Western Canada have been using not only sawmill residue chips but also whole-log wood chips. The sawmill residue wood chips come from the outside of the logs – known as the sapwood, which is characterized by having fibres with less lignin, lower density, less wood extractives, less acidic, higher moisture content and more living cells. The fibres coming from the sapwood are easier to cook.
When using whole logs, the chips are originated from both the sapwood and the heartwood (the inside of the stem). The characteristics of the fibres from the heartwood are the opposite as those in the sapwood: more acidic, more lignin, etc.
Because of the more sophisticated computer systems at sawmills, more wood is being used for lumber rather than for pulping, and consequently pulp mills have to use more whole-log wood chips. This situation implies the increase of variables during pulping that may result in less uniform pulp. So kraft pulp mills using sawmill residues are better off than mills using whole log chips or a mixture of these wood chips.
Heartwood is more difficult to penetrate with cooking liquors than sapwood. Furthermore, when going from the periphery towards the centre of the stem (pith), it must be observed that chemical and physical changes are gradual, and that the outer and inner annual rings are the two extremes.
Therefore, when pulping a whole log, one must consider its wide range of wood densities, pH, lignin contents, moisture content and so on. (See Figure 1.) Thus, even pulping only one wood species, the resulting pulp is not expected to be uniform due to the different chemical and physical characteristics. This explains the non-uniformity of the kraft pulping process (i.e., production of rejects, Kappa number variability, etc.). If two or more wood species are used for pulping, then the number of variables will increase accordingly.
In addition to the above considerations (i.e., sapwood versus heartwood) there are more variables to consider during kraft pulping operations that affect the quality of the pulp and of the black liquor. These variables can be grouped as:
- Wood chip variability: Wood species, chip storage, bark content, moisture content, biological knots, decayed wood, wood chip size distribution, etc.,
- White liquor (WL) variability: Sulfidity percentage, white liquor concentration in gpl or lb/ft3, white liquor quality expressed as dead load (i.e., Na2CO3, Na2SO4),
- Digester control variability: liquor-to-wood ratio, alkali charge, H-factor (temperature and time), sulphidity and residual effective alkali, chips bed packing/chips flow conditions, liquor flows, digester sizes, etc. See Figure 2.
The main goals of a kraft pulping process are uniform delignification, high cooking yield, high pulp quality, high screen room efficiency and low recovery load (i.e., organic & inorganic). All these goals can be achieved only if the mill can secure high-quality wood chips, high-quality white liquor and a stable digester control strategy.
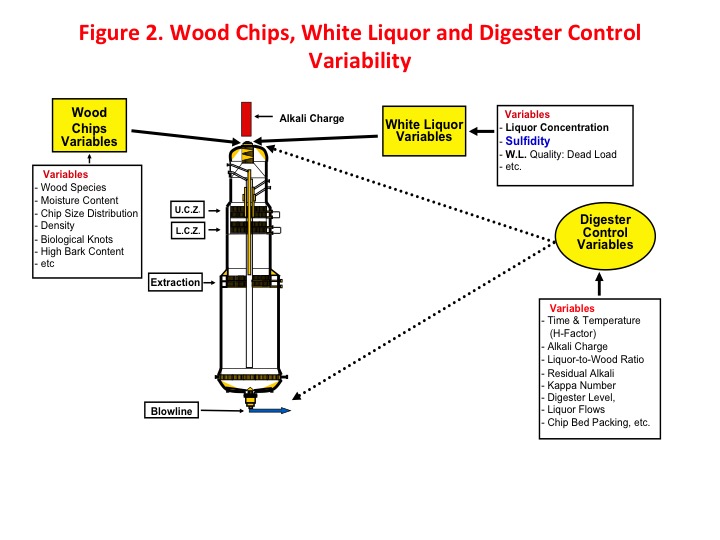
Figure 2. Wood chips, white liquor and digester control variability. Photo: Augusto Quinde
Effects of wood chip size distribution
When looking at the quality of the wood chips (i.e., variability), the wood chip size distribution and the moisture content seem to be the variables that need special attention; however, the wood chip size distribution is perhaps the most important variable with regards to wood chip quality. In some countries, the chip size distribution is the basis for payment of sawmill chips, for control of chippers and for monitoring the wood chips for digesters.
- The ideal wood chip dimensions for kraft pulping might be 25 mm long, 25 mm wide and four mm thick.
- A mill having the proper chip screening system might show a chip size distribution as per Table 1.
The size and the size distribution (i.e., proportions in percentage) of the wood chips is very important during kraft pulping not only because of the effects during the pulping operations (i.e., pulp yield, pulp quality, digester operations) but also for the consequences on the post-digester handling (i.e., washing, screening, cleaning and refining) of the pulp. See Figure 3.
Oversized and over-thick chips
During kraft pulping, the rate-limiting dimension of the wood chips is its smallest, which is its thickness. Most mills re-process (condition) the over-thick chips by using mechanical means to make them more responsive to pulping processes.
If one tries to compensate the excessive chip thickness by having longer cooking times or higher alkali charges, then the result will be a fully cooked centre of the chip with overcooked outer parts of the chips, lower pulp yield and decreased pulp strength.
When using too-thick chips, the cooking liquor will not fully penetrate the centre of the chip and the result is an uncooked centre that ends up as a shive or a knot in the rejects fraction.
Table 1. Typical and ideal wood chip size distribution
| Wood chip size | Typical distribution | Ideal distribution |
|---|---|---|
| Oversized chips | 2%-5% | Less than 2% |
| Over-thick chips | 5%-10% | Less than 2% |
| Accept chips* | 82%-88% | 88%-90% |
| Pin chips | 5%-10% | Less than 5% |
| Fines | 2%-6% | Less than 0.5% |
Knotter rejects
Using a high proportion of oversized (i.e., > 45 mm) and/or over-thick (i.e., > eight mm thickness) wood chips and/or biological knots must generate a large proportion of knotter rejects, and in the re-cooking of this fraction, they will continue to generate (again and again) significant amounts of knotter rejects.
This recirculation should be minimized, as it contributes to a more heterogeneous pulping with a penalized pulp yield, pulp quality, processing costs and reduced pulp capacity of the mill. The amount of knotter rejects is an indication of the proportion of oversized/over-thick chips in the digester feed. An ideal knotter reject level is around 0.5 per cent.
The best strategy for an efficient pulping operation is to minimize the usage of oversized/over-thick chips, allowing more quantities of accept chips to fill that volume than occupied by re-circulated knots. This is very helpful in a digester-limited mill, because it increases pulp production.
Many production managers focus their interest on increasing their pulp yield by making physical changes to their digesters and/or by using digester additives like digester surfactants and/or polysulphides. When using digester additives, the polysulphides option is the one that gives better yield increase (i.e., ~ two per cent) but you need a high initial capital expense. A better way to improve pulp yield is by using an excellent or acceptable wood chip size distribution, paying special attention to the chip thickness. A wood chip classifier system is a must management decision in a modern kraft pulp mill.
An increase of pulp yield of one per cent for a 1,000 TPD mill will allow using almost 17,000 tons less o.d. wood. This savings can equate around a million dollars or more a year, depending on the wood chip costs. Some pulp mills have a normal range of knotter reject levels between five and eight per cent, and the savings in wood are noticeable under these conditions.
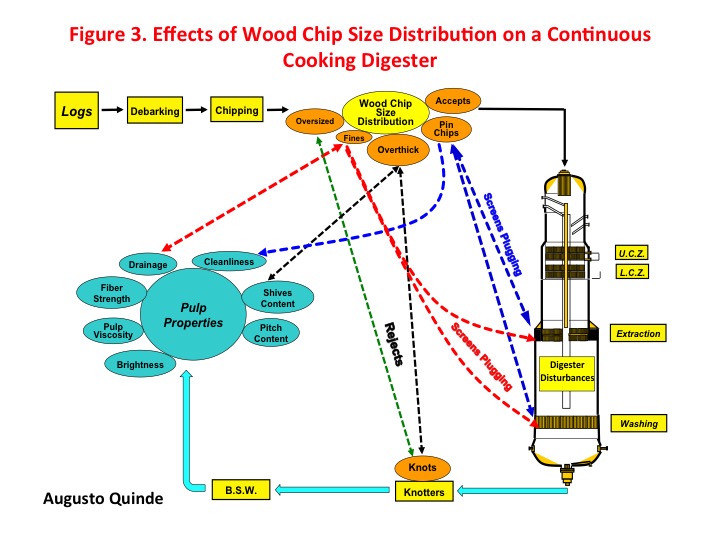
Figure 3. Effects of wood chip size distribution on a continuous cooking digester. Photo: Augusto Quinde
Pin chips, fines and digester disturbances
Most continuous cooking digesters are working above their original designs by almost 50 to 100 per cent, and the most difficult task for the operators to keep the digesters running is to keep the chip column moving. This requires consideration of a list of factors like digester chip level, chip bed pressure, chip compaction, flows of chips and liquors, wood chip size distributions, and some digester disturbances such as screen plugging, channeling, etc.
In chip column movement, the forces acting on the wood chips are gravity, buoyancy, liquor friction, wall friction and the weight from the chip column. Gravity is the only force that we cannot influence, while the others can be manipulated, controlled and considered when designing new digesters or rebuilding old ones.
Uneven wood chip size distributions contribute to poor cooking conditions and a variable pulp quality. Pin chips have a shape and size similar to matches and a width-to-thickness ratio smaller than two. Pin chips tend to plug the void between chips, causing a higher flow resistance in the chip bed. Reduction in the overall percentage of undersized chips in the digester feed improves the circulation rate and increases yield by reducing overcooking of undersized chips.
A steady digester chip level secures an optimum chip pressure, chip compaction and chip column movement in the digester. The downward velocity of the wood chips changes through the digester due to a few factors: liquid flow, degree of delignification, the height of the chip column, and the liquid level in the digester.
If there is a slow movement of wood chips along the digester walls, then the result is a poor wiping of the digester screens and consequently a strong contribution to screen plugging. Then, later, when the chips near the digester walls come out, they must be overcooked, giving large Kappa number swings at the blow line.
Chip compaction can be defined as an expression of how much the wood chips inside of a digester have been compressed in relation to the feed. Chip compaction, or packing of the chips, increases towards the bottom of the digester as a function of the Kappa number, the production rate, the chip level, dilution factor, and, to a minor degree, the liquor-to-wood ratio.
- When a ft3 box is filled with wood chips and there is not compaction, then the compaction is measured as one. But, if there is a compaction, then the box can be filled with two ft3 of loose wood chips and the compaction is two.
- For a smooth moving chip column, the corresponding compaction at the bottom of the digester should be between 1.8 to 2.0.
In taller digesters, there is an increase of the chip bed height that leads to problems caused by chip bed packing, like poor runnability and digester washing. Digester developers found solutions to these problems by increasing the digester diameter that allowed getting shorter digesters, and/or by building a separate vessel for impregnation (a two-vessel digester). Shorter digesters reduce the pressure of the chips at the bottom of the digester and improve washing.
When the Kappa numbers are reduced, the wood chips are more easily compressed. At lower Kappa numbers, the void volume between the wood chips is reduced. Then, at high Kappa numbers, the digesters can be taller than low kappa digesters without developing excessive compaction.
In cases where the compaction is too low, there are two scenarios: a) the wood chips can be pulled from the chip column into the screens and ultimately plug them; and b) there is a risk of channeling through the chip column. However, if the compaction is too high, the channeling can be along the digester walls.
Channeling is a very common disturbance in a continuous digester that contributes to variability of Kappa numbers. Channeling can occur when the chip column has a different diagonal chip-packing density that creates a channel of liquor flowing where the packing density (compaction) of the wood chips is the lowest. This channeling causes the wood chips and cooking liquor to not to react with each other, and to exchange heat in the appropriate way, resulting in big Kappa number and alkali variations.
Liquor circulation is the appropriate way to add the liquor(s) to the digester, which affects the temperature uniformity at the periphery of the digester (i.e., circumferential temperature gradient). Furthermore, a uniform distribution of filtrates influence chip column and liquor flow patterns in the different zones of the digester.
Channeling flow of chips and/or liquor affects the variability of some pulping parameters (i.e., residence time, cooking chemicals profile and temperature profile) when passing through the different zones in the digester, resulting in higher reject levels and lowered screened yield. For some researchers, the main reason for channeling seems to be a poor digester bottom washing.
Excessive amounts of fines in the digester feed will place additional load (i.e., black liquor solids) on the recovery boilers that can result in lost production for a recovery limited mill.
Reducing the proportions of undersized wood chips in the digester feed must improve the liquor circulation rates and also increase the pulp yield by reducing overcooking of undersized chips. This reduction can help to shrink the white liquor application and, in turn, reduce the load in the recausticizing area.
Conclusions
- The quality of the pulp and of the black liquor can be affected by the quality of the wood chip, the quality of the white liquor and the stability of the digester control.
- A very good way to improve pulp yield is by using an excellent or acceptable wood chip size distribution paying special attention to the chip thickness.
- The removal of undersized chips (i.e., pin chips and fines) in the digester improves the liquor circulation and increases the pulp yield by reducing overcooking of undersized chips.
- The sources for knots generation might be considered by a partial effect of the chip quality (oversized and/or over-thick chips and/or biological knots) and/or a combination of a) up-flow circulation conditions, and/or b) channeling flow of chips and/or liquors.
- The sources for the plugging of the extraction and washing screens might be considered by a partial effect of pin chips and fines and/or a combination of a) slow movement of wood chips along the digester walls, and/or b) when compaction is too low, the wood chips will be pulled from the chip column into the screens and plug them.
- The removal of undersized chips can reduce the white liquor charges.
- High Kappa number variability might be due to inadequate alkali charge (chemicals-to-wood ratio) and/or inadequate H-factors and/or channeling flow of chips and/or liquors, etc.
- Excessive amounts of fines in the digester feed will place additional load (i.e., black liquor solids) on the recovery boilers that can result in lost production for a recovery-limited mill.
Augusto Quinde is president of AQuinde Pulping Consulting in Vancouver. For a copy of this paper including references, contact kurquhart@annexbusinessmedia.com.
This article was originally published in the Winter 2020 issue of Pulp & Paper Canada.
Print this page