Features
Environment & Sustainability
Water & Chemicals
Improving wastewater treatment performance to save costs and prevent pollution
December 28, 2017 By Real Tech Inc.
Dec. 28, 2017 – Wastewater treatment professionals in the pulp and paper industry face difficult challenges. Many of the manufacturing processes are heavily reliant on water, resulting in large volumes of wastewater that can contain complex mixtures of dyes, liquors, organic pollutants, solids and other chemicals.
Wastewater treatment is often necessary to meet environmental effluent discharge permit limits or comply with municipal sewer regulations to avoid surcharge payments. In some cases, treatment is also carried out for on-site reuse purposes. With limited insights into the manufacturing process, it can be difficult for wastewater treatment operators to detect process upsets, such as black liquor or dye spills, and efficiently treat wastewater to the level required for discharge.
Information that can be useful for controlling and optimizing treatment processes, such as biochemical oxygen demand (BOD) and chemical oxygen demand (COD), are laboratory tests that take hours to days to generate results. This delay presents a missed opportunity for operators to detect events when they occur and adjust or optimize their treatment system accordingly.
Real-time actionable information
Availability of much needed real-time information can have a significant impact on a plant’s performance. Figure 1 depicts the value of increasing data collection frequency by comparing weekly and daily laboratory COD data to real-time COD data from a Real Tech system. As more information on the process is obtained, events are revealed that would otherwise go unnoticed with grab sampling.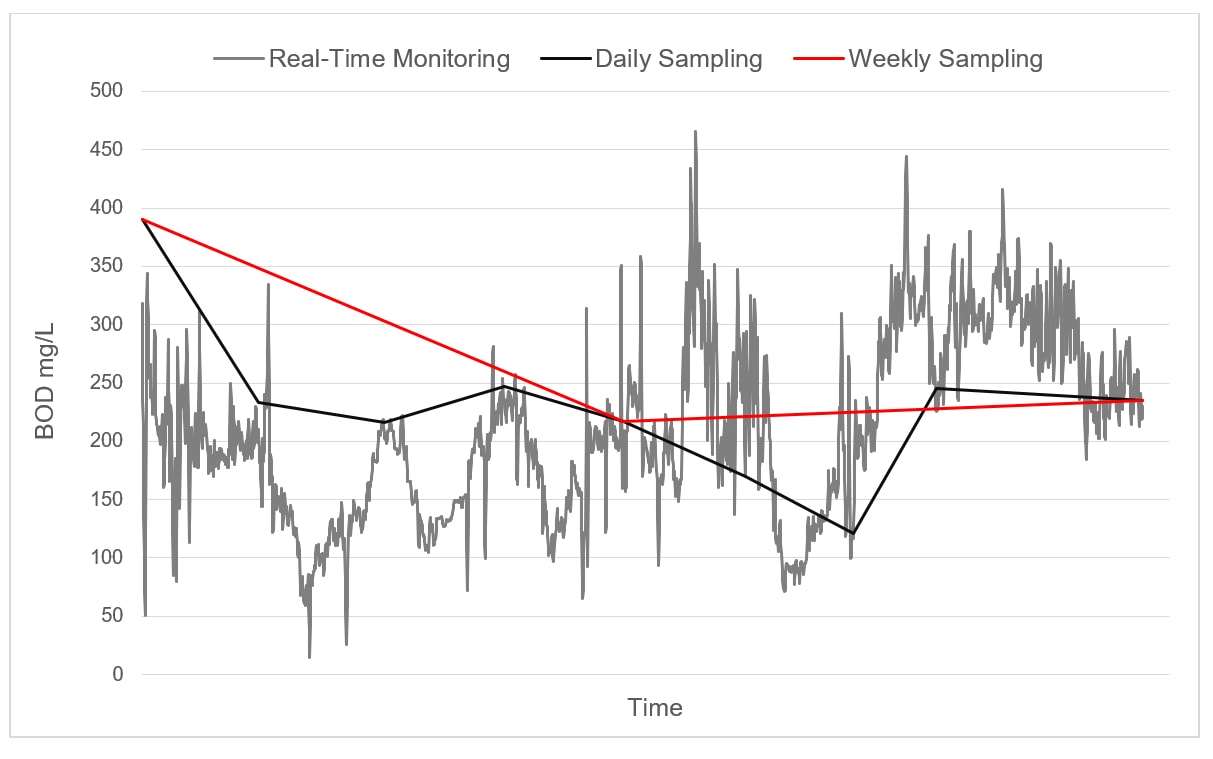
Figure 1: Comparison of sample frequency with real-time data in grey, daily sampling in black and weekly sampling in red for COD.
Beneficial applications of real-time monitoring at a pulp and paper plant
Implementation of real-time monitoring can result in a variety of beneficial outcomes including informed decision making, optimization of system performance, greater process control, optimization of chemical and nutrient dosing, reduction in effluent surcharge fines/fees and protection of advanced treatment systems from overloading and early exhaustion.
Real-time organics monitoring, as BOD, COD or TOC, post primary clarification can provide an early warning of shock loading from the manufacturing process going into biological treatment. Operators can use this information to make timely adjustment to the treatment processes to aid in organics removal, such as enhancing chemical dosage or aeration rate to achieve the desired effluent goal and avoid potential surcharge fines or permit violations.
Continuous monitoring of the organic load also enables operators to improve their system’s performance over time by optimizing the dosage of chemicals and/or nutrients. Dosing on real-time information not only avoids the addition of excess chemicals and/or nutrients, but also reduces costs associated with these expensive treatment aids. The same can be achieved in the aeration basins, decreasing the aeration rate for low organic load wastewaters to save energy and costs while maintaining the desired effluent quality.
Figure 2 displays real-time COD data from a Real Tech system installed in the primary settling basin at a mill manufacturing tissue and 100-per-cent recycled corrugated cardboard for nutrient dose optimization. Laboratory COD samples are plotted in red displaying the reliability and accuracy of real-time monitoring over a wide range of concentrations.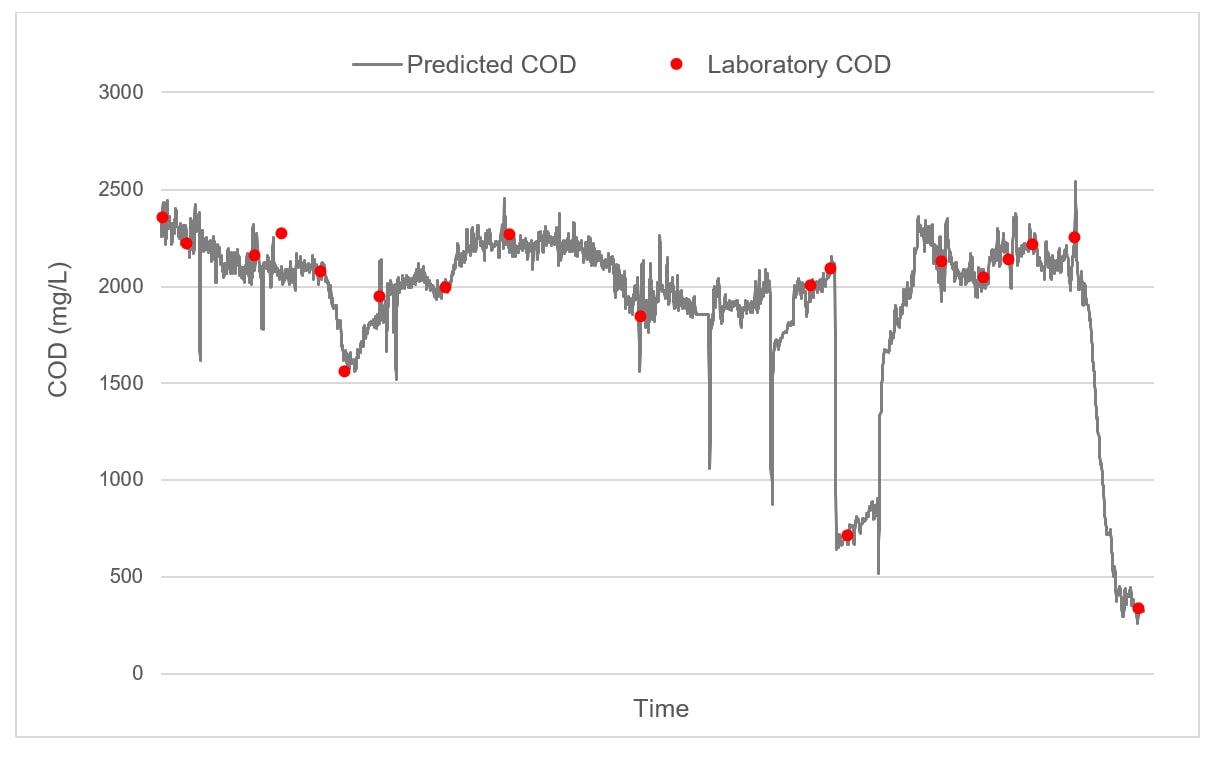 Figure 2: Real-time COD data from Real Tech UV-VIS sensor with custom calibration and laboratory COD results.
Figure 2: Real-time COD data from Real Tech UV-VIS sensor with custom calibration and laboratory COD results.
Problematic compounds, such as dyes and black liquor that can be difficult to treat, can be monitored post clarification in addition to the organic load. Early detection of spills allows for immediate corrective and preventative action by diverting waste streams with high dye concentrations that could be toxic to downstream biological treatment units. For facilities that hold discharge permits for colour (PCU), real-time black liquor and/or dye monitoring is invaluable for compliance assurance.
Figure 3 displays real-time detection of a black liquor event from a kraft mill. An alarm threshold was established to trigger a real-time alarm that gives operators an early warning and time to react accordingly.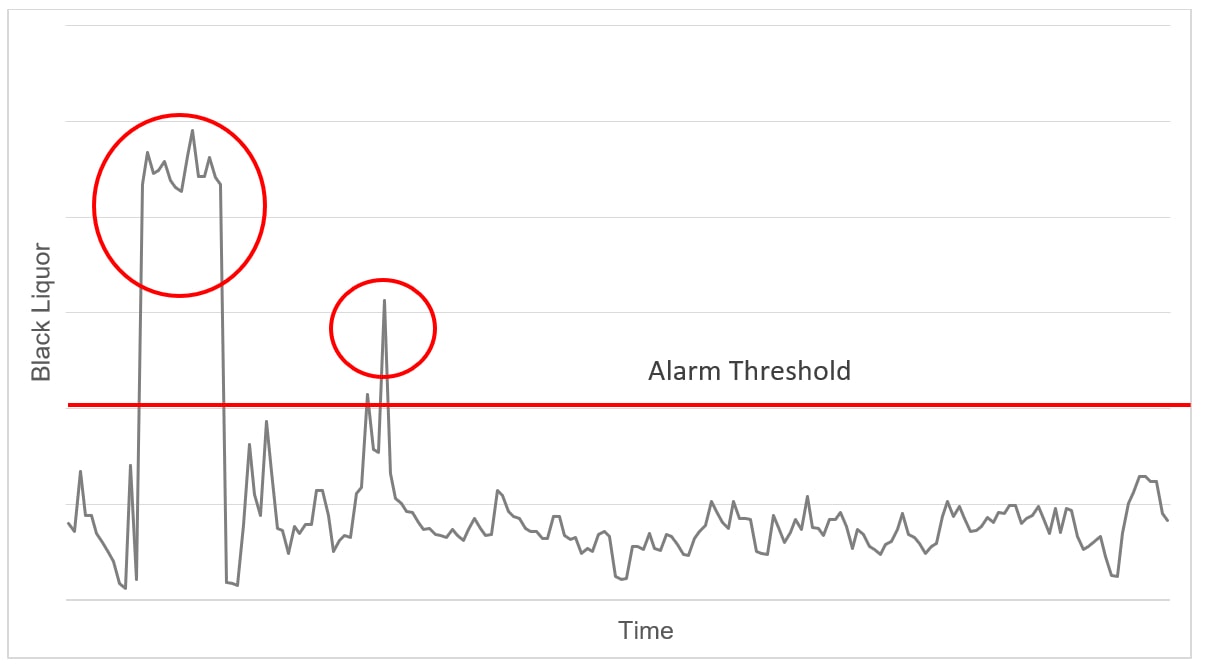
Figure 3: Real-time black liquor event captured with a Real Tech system: sustained peak colour detection as well as spectral fingerprint information of the compounds in black liquor indicates a black liquor spill event.
If advanced or tertiary treatment is conducted, monitoring prior to treatment ensures pre-treatment operations are running as designed and provides an early warning of failure upstream to protect advanced treatment processes from potential costly and damaging events such as membrane clogging.
In addition, real-time monitoring of BOD, COD, TSS and colour prior to discharge allows operators to gain assurance that quality meets expectations. If concentrations exceed desired levels, waste streams can be temporarily diverted for additional treatment helping to avoid expensive fines or surcharges that can cost a facility thousands to millions a year.
A deeper look into the technology
The advanced sensors utilize spectrophotometry, a well-established analytical method that has been used for decades in chemistry, physics, biochemistry, and chemical engineering for quantitative analyses. An ultraviolet and visible (UV-VIS) light source and sensor are used to measure the intensity of light passing through a water sample in a known path length cell. The measurement process does not require sample preparation, nor does it require reagents or changing the sample composition in any way. For this reason, operation is very straight forward and maintaining the instrument is both easy and low cost.
The principle is that substances in the water sample absorb light over a given wavelength range. According to Beer’s Law, the measured absorbance of substances in the water sample is directly proportional to their concentration. Various types of natural and synthetic organic substances absorb light in the UV-VIS wavelength spectrum as well as nitrate (NO3) and nitrite (NO2). Additionally, suspended matter in water scatters and reflects light which can be compensated for in measurement. Figure 4 displays a comparison of laboratory COD data and predicted COD data from a Real Tech system installed at a pulp and paper mill with an R2 value of 0.9956 suggesting high confidence and accuracy in the real-time predicted COD data.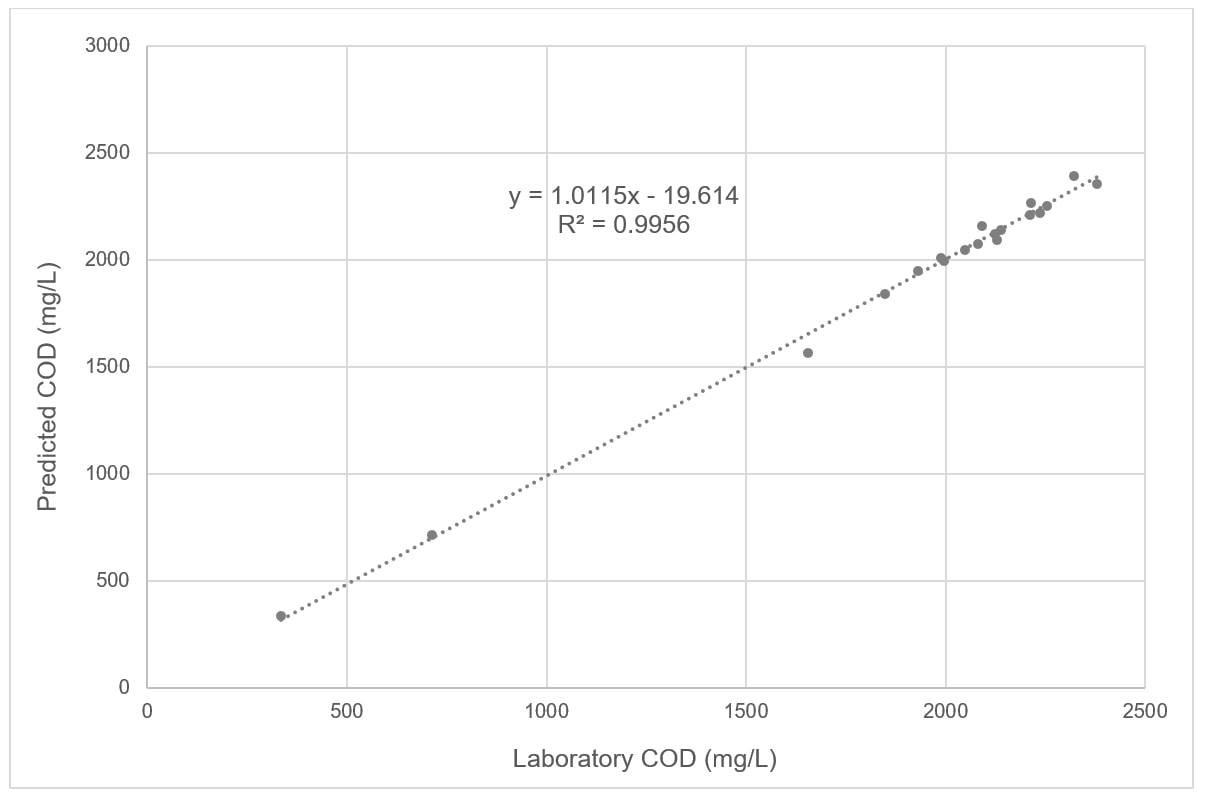
Figure 4: Comparison between laboratory COD data and predicted COD data points from Real Tech UV-VIS sensor with custom calibration.
Over the past decade, Real Tech says it has made significant advances to bring UV-VIS optical sensors into the process environment. The physical challenges encountered with industrial wastewater applications have created barriers for real-time instrumentation. To overcome this challenge, a comprehensive modular platform has been designed and built. Various accessories and options can be configured to meet the demands of harsh wastewater conditions including outdoor installations, high solid waste streams, high temperature environments and waste streams, corrosive chemicals and more. In addition, a variety of sensor options have been designed to offer solutions that match detection demands while maintaining affordability. Combining the hardware and sensor solution, Real Tech then focuses on building a remote custom calibration that accounts for unique wastewater characteristics of the specific plant that may influence the BOD, COD or colour composition (i.e. multiple products lines, dyes, cleaning agents, process chemicals, and more).
Real Tech Inc. is a Canadian water technology company that strives to advance how the pulp and paper industry manages wastewater. With an advanced sensor platform and custom data analytics, Real Tech says it provides the ability to fingerprint compounds specific to the industry allowing real-time detection of priority quality parameters. To learn more, contact Real Tech Inc. at info@realtechwater.com or (905) 665-6888.
Print this page