Features
Energy Management
Equipment & Systems
Paper
Increasing cogeneration in Canadian pulp and paper mills: Part 2 – New installations in non-kraft mills
May 25, 2021 By É. Bernier, A. Hammache, S/ Eskandarifar & S. Bédard, CanmetENERGY
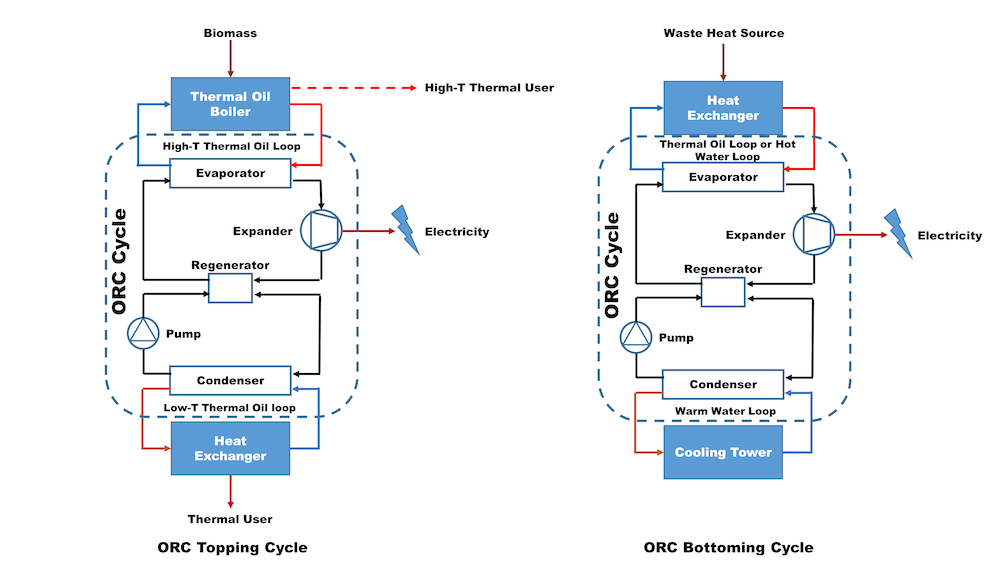 Figure 1. Topping and bottoming ORC cycles: Two key opportunities to increase cogeneration in the P&P sector consist of adding topping cycles for heat users too hot for steam, and adding bottoming cycles to waste heat sources, as illustrated. Image courtesy CanmetENERGY
Figure 1. Topping and bottoming ORC cycles: Two key opportunities to increase cogeneration in the P&P sector consist of adding topping cycles for heat users too hot for steam, and adding bottoming cycles to waste heat sources, as illustrated. Image courtesy CanmetENERGY By Étienne Bernier, Abdelaziz Hammache (corresponding author), Sara Eskandarifar and Serge Bédard
Natural Resources Canada, CanmetENERGY, Industrial System Optimization Group
Read Part 1 of this paper: Increasing cogeneration in Canadian pulp and paper mills: Part 1 – Operational optimization
Read Part 3 of this paper: Increasing cogeneration in Canadian pulp and paper mills: Part 3 – New installations in kraft mills
Abstract
In Canadian pulp and paper (P&P) mills, cogeneration relies heavily on backpressure steam turbines found in kraft mills and other mills with a large thermal load. However, cogeneration does not necessarily have to rely on steam turbines, especially in non-kraft mills. To explore this opportunity, CanmetENERGY conducted a research project to determine which types of cogeneration investments would allow additional electricity generation in these mills.
For many non-kraft P&P mills, one of the greatest opportunities is to extend cogeneration to thermal hosts that are too hot to be suitable for steam-based cogeneration, such as flash pulp dryers and tissue dryers. In these cases, a gas turbine can be used to produce electricity. The turbine exhaust can be sent directly to these dryers, and/or used to heat a thermal oil loop that redistributes the heat in the dryer and in other parts of the facility.
It has been estimated that, just for the three Canadian Bleached Chemical Thermo-Mechanical Pulp (BCTMP) mills powered by high-CO2-intensity electricity, gas turbines could replace 50 MW of grid electricity using less fuel than a combined cycle. Organic Rankine Cycle cogeneration is also of interest in specific applications. Cogeneration is a highly energy-efficient approach to produce heat and power at the same time. However, cogeneration projects can increase reportable CO2 emissions, which can affect their long-term viability in the context of rising CO2 prices and falling off-peak electricity prices.
1. Introduction
Canada’s pulp and paper (P&P) mills face the challenge of competing in shrinking global markets. As a result, it is imperative to reduce operating costs, including energy costs. In addition to numerous energy-saving initiatives (Klaas, J.K. & al., 2009; Savulescu, L. & al., 2005, Martin, N. & al., 2000), mills are also seeking new revenue opportunities through the implementation of biorefinery processes (Maryam, M. & al., 2013; Rafione, T. & al., 2014), or the installation of green power capacity. Cogeneration systems meet the thermal needs of the mill and generates electricity as a by-product that is sold to a provincial utility, or used internally, thereby reducing the mill’s energy costs.
CanmetENERGY conducted a research project to determine what type of capital expenditures would be most likely to increase cogeneration in the P&P sector without the use of steam turbines. The main findings specific to mills with large-scale steam systems, and kraft mills in particular, will be presented in Part III of this series, while the current article focuses on smaller systems. This research complements past findings about supervisory-level optimization of cogeneration systems in pulp mills, which were summarized in Part I of this series.
2. Topping cycle and bottoming cycle cogeneration basics
Cogeneration produces electricity and useful thermal energy more efficiently than producing the same amounts independently. Cogeneration with a topping cycle produces electricity at high temperature and supplies low-temperature heat to an industrial process. It requires a small fuel increment, relative to heat generation alone. Cogeneration with a bottoming cycle uses waste heat from an industrial process to produce electricity that is entirely free of CO2 emissions. Figure 1 shows examples of topping and bottoming configurations for an Organic Rankine Cycle (ORC). Note that topping cycles can also include backpressure steam turbines and gas turbines.
3. Increasing pulp and paper cogeneration through major investment projects
Since most cogeneration in P&P mills is currently provided by backpressure steam turbines, the potential for increasing cogeneration is limited to a few broad categories:
- Increase pressure ratios and steam temperature for steam turbines;
- Add gas turbines when the fuel is gaseous and/or the thermal host is hotter than 200℃;
- Explore alternative cogeneration cycles, such as ORC, for systems too small for more expensive steam systems; and
- Produce electricity from waste heat.
During the screening stage of this research, several options were examined, such as condensing steam turbines, steam injection gas turbines and wet air gas turbines, to name a few, but were rejected because they were not really cogeneration (low overall efficiency), because they did not have suitable applications in this sector, or because they were immature technologies. Thus, in the following subsections, only the most promising options by plant type are explored. Cogeneration options for kraft pulp mills are covered in Part III of this series.
3.1 TMP and paper mills
Thermomechanical pulping mills (TMP) generally have steam systems, and most in Canada have steam turbines, sometimes inherited from a pre-TMP life. These mills are unlikely to find an improvement path towards increased cogeneration. Indeed, from a heat integration perspective, TMP mills could generally be thermally self-sufficient through heat recovery (Ammara, R. & al., 2020, Ghezzaz, H., & al., 2020).
There is hardly any true cogeneration in these mills, in the sense that the process steam supplied by the steam plant only reflects the suboptimal design/operation of the process heat recovery systems. For TMP mills without an existing turbine, it is generally not optimal to build a sophisticated cogeneration system, such as steam reheating and gasification combined cycles (presented in Part III of this series), when the effective heat requirement is low. Although applicable to TMP mills, these concepts would result in large power production islands without much true cogeneration.
TMP mills that have a hog fuel boiler but no steam turbine could consider an ORC topping cycle as a less-expensive alternative (see section 3.3). TMP or paper-only mills that have a natural gas (or biogas) boiler but no turbine could consider switching to a gas turbine with a HRSG, or a reciprocating engine for electricity generation from biogas if the engine cooling requirements match a process hot water deficit. For most TMP mills, however, it seems more attractive to invest in heat recovery, with the long-term goal of achieving boiler-free operation after warm-up, especially in a context of increasing CO2 and biomass prices.
The best case for cogeneration in this subsector can be made for paper-only mills, mills with plans to become a biorefinery, and mills that operate refiners intermittently due to variable wholesale electricity prices. In the latter case, cogeneration would be ramped up as TMP is ramped down, in order to take advantage of higher electricity prices while replacing the process heat supplied by the TMP. This situation may become more common in the future, as the increased penetration of intermittent wind and solar power, together with increased electrification of the economy, foster more industrial demand response programs.
3.2 Tissue mills and BCTMP mills
Tissue mills and BCTMP mills have one important point in common, namely the use of natural gas drying equipment operating between 200℃ and 500℃, which is too hot for steam turbine integration, but ideal for gas turbine integration, including the direct use of gas turbine exhaust as drying air. This represents the largest untapped cogeneration potential for these mills. Tissue mills are usually equipped with a Yankee dryer and may have a through-air dryer (TAD). Andritz (Bauböck, J., 2006) has shown by simulation that four cogeneration configurations offer simple designs with adequate energy efficiency:
- Exhaust gas from the gas turbine used in the Yankee dryer, no recirculation, the Yankee exhaust gas becomes combustion air for a very large boiler;
- Exhaust gas from the gas turbine used in the Yankee dryer, partial recirculation, the Yankee exhaust gas becomes combustion air for a smaller boiler;
- Exhaust gas from the gas turbine used in the TAD dryer, partial recirculation, the exhaust gas from the TAD is discharged to atmosphere;
- Exhaust gas from the gas turbine used in the Yankee dryer, no recirculation, the Yankee exhaust gas is used in the TAD dryer, the exhaust gas from the TAD is discharged to atmosphere.
If the boiler is located relatively far from the dryer, the first two options can be problematic, but a thermal oil heat recovery loop could help reduce costs. The fourth configuration is more interesting in this respect (shorter distance between two dryers), but it has not been studied in detail.
BCTMP mills typically dry the fluff pulp in a flash dryer, which consists in a rapid two-stage co-current heat exchange between the drying air and the pulp floating in it. The first stage typically burns natural gas in recycled drying air, up to 350℃, while the second stage, closer to 200℃ burns natural gas in fresh air preheated using excess steam from TMP operations.
Energy-efficient cogeneration in BCTMP mills can use gas turbine exhaust directly in Stage 1 or 2, with a thermal oil heat recovery loop redistributing some of the heat to the other stage, as shown in Figure 2. Such a configuration has proven to be simpler and more flexible to design than a configuration relying exclusively on indirect heat exchange or static mixers. From a heat integration perspective, the detailed design and sizing of the turbine must take into account whether the rest of the mill is in heat surplus or in deficit.
Due to costs associated with biomass gasification and combustor redesign, tissue and BCTMP mills will likely use natural gas as the primary fuel if they install cogeneration gas turbines, blending some anaerobic digestion biogas if available. Cogeneration would thus increase reportable CO2 emissions, which would have to be weighed against alternate dryer heat sources such as biomass (see section 3.3) or electricity (see section 4).
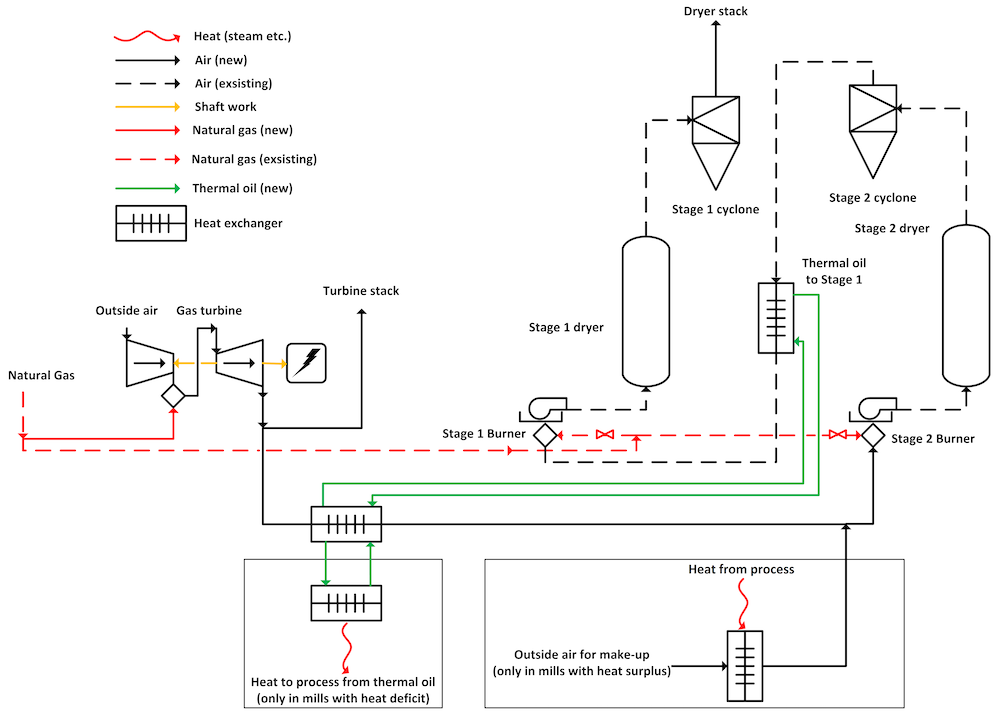
Figure 2. Gas turbine exhaust integration in a flash dryer: The cogeneration potential can be estimated to 17-18 MW per 1000 tpd of pulp production, using less incremental fuel than a combined cycle. This amounts to a total of 50 MW just for the three Canadian BCTMP mills powered by high-CO2-intensity electricity. The opportunity to use reciprocating engines instead of a gas turbine was also studied, but it offers a lower thermal efficiency when integrated with BCTMP or tissue dryers. Image courtesy CanmetENERGY
3.3 Mills without steam systems
Biomass thermal oil boilers can provide renewable process heat at a temperature up to 350℃. They are also easy to couple to ORC systems, either as a topping cycle, as shown in Figure 1(a), or as a bottoming cycle, as shown in Figure 1(b). Together, they form an attractive biomass-based cogeneration option for mill sites with a low heat load (compared to a kraft mill) that cannot afford the high fixed operating cost of more efficient steam turbines. These include:
- TMP and paper mills with a steam system but without a steam turbine. For these mills, a biomass-based ORC topping cycle for the production of low pressure steam and/or hot water is the preferred cogeneration option;
- OSB mills, MDF mills, sawmills and others. For these mills, a biomass-based ORC topping cycle for various low temperature applications (<150℃) is also optimal;
- BCTMP mill flash dryers. The preferred biomass-based option is an ORC topping cycle to preheat drying air to 150-160℃, followed by additional heating using thermal oil taken directly from the biomass boiler (i.e., bypassing the ORC system). The power than can be generated is only 1/10 of the gas turbine in Figure 2, so cogeneration would not be a major driver for the conversion to biomass.
- Any mill capable of generating excess hot water (>90℃) using waste heat only, or with excess dirty steam being vented. For these mills, a ORC bottoming cycle would be a valid option.
Assuming that most ORC applications in the P&P sector (topping or bottoming) would be between 100℃ and 150℃, an electrical conversion efficiency of eight to 14 per cent can be expected when used in a cogeneration configuration.
4. Cogeneration in a net-zero context
Given Canada’s commitment to be net-zero carbon emission by 2050, investments in cogeneration need to be carefully considered. Cogeneration using natural gas results in emission factors of about 250 g CO2/kWh, the lowest of all fossil fuel-based electricity generation options. Short term, cogeneration using natural gas would provide a significant GHG reduction for provinces with a high-CO2-intensity electric grid.
However, this relatively low emission factor is still high compared to the average grid intensity that is being projected – or already in place – in most Canadian provinces. In addition, as intermittent renewables drive wholesale electricity prices below fuel prices for an increasing fraction of time every year (when CO2 price is included), heat pumps and electric boilers may become more attractive sources of process heat than cogeneration. Biomass-based cogeneration may also face increasing competition from other uses of biomass that offset more CO2.
On the other hand, even idled cogeneration assets can generate revenue, as they provide firm capacity to the grid and the ability to displace higher-emitting peaking power plants, while replaced by an electric heat source most of the time. To orient themselves in this context, P&P mills may consider full-time cogeneration, part-time cogeneration, part-time electrification and full-time electrification as four distinct heat generation options to re-assess periodically, based on their individual long-term merits.
5. Conclusions
This work examined several new industrial cogeneration applications, and determined which investments had the best prospects for increasing cogeneration in the P&P sector, sorted by mill type. By far, the lowest-hanging fruit in non-kraft mills comes from the direct coupling of natural gas turbines with BCTMP flash dryers in provinces where some electricity is generated from coal. This is a mature concept with simple engineering and has obvious short-term advantages. Direct turbine-dryer coupling is also possible in tissue mills.
TMP and paper mills have different cogeneration options, depending on what is already in place. In general, however, it seems more appropriate to focus on heat recovery, which significantly reduces the need for cogeneration for these mills.
Cogeneration based on ORC has proven to be a slightly less energy-efficient technology, but with much lower fixed operating costs, than equivalent backpressure steam turbines. Combined with biomass boilers, it is an attractive renewable option for a range of small-medium size facilities in the Canadian forestry sector (e.g. wood dryer, OSB mills, etc.).
Kraft mills also have the opportunity to retrofit their existing cogeneration systems. Due to their large heat load, the potential for additional electricity production is significant in kraft mills and will be covered in Part III of this series.
Investment in cogeneration of any kind will be increasingly challenging because, in the long-term, it will face increasing competition from wind and solar power, and process-heat derived from electricity. In principle, they could all coexist, alternating between peak and off-peak periods, to achieve minimum overall CO2 emissions. Future work at CanmetENERGY will focus on how P&P mills can benefit from additional decarbonization, bio-refining, electrification and flexible operation in a low-carbon future, from an energy systems integration perspective.
Acknowledgments
The authors are grateful for the financial support received from the Program on Energy Research and Development (PERD-3A03-001) and the Forest Innovation Program of the Canadian Forest Service, at Natural Resources Canada.
References
Ammara, R., Eskandarifar, S., Ghezzaz, H., and Bédard, S., (2020), TMP of the future: Challenges and Strategies, PACWEST conference 2020.
Bauböck, J., (2002), Effective Usage of Energy in Tissue Drying – Part I : Air system, heat recovery and cogeneration, TAPPI Papermakers Conference. 2006. TAPPI Press. Atlanta (Georgia, United States).
Ghezzaz, H., Bernier, E., and Bédard. S., (2020), TMP of the Future: Potential Pathways and Energy Integration Aspects, PaperWeek Canada, February 2020.
Klaas, J.K., Eric, M., Tengfang, X., and Ernst, W., (2009), Energy Efficiency Improvement and Cost Saving Opportunities for the Pulp and Paper Industry, Ernest Orlando Lawrence Berkeley National Laboratory.
Martin, N., Anglani, N., Einstein, D., Khrushch, M., Worrell, E. and Price, L.K. (2000), Opportunities to Improve Energy Efficiency and Reduce Greenhouse Gas Emissions in the U.S. Pulp and Paper Industry, Ernest Orlando Lawrence Berkeley National Laboratory.
Maryam, M., Mariya, M., Michel, P. and Jean, P., (2013), The forest biorefinery and its implementation in the pulp and paper industry: Energy overview, Applied Thermal Engineering, 1427-1436.
Rafione, T., Marinova, M., Montastruc, L., and Paris, J., (2014), The Green Integrated Forest Biorefinery: An innovative concept for the pulp and paper mills, Applied Thermal Engineering, 74-81.
Savulescu, L., Poulin, B., Hammache, A., Bédard, S., (2005), Water and energy savings at a kraft paperboard mill using process integration, Pulp & Paper Canada 106(9): T183-185.
This paper is © Her Majesty the Queen in Right of Canada, as represented by the Minister of Natural Resources, 2021. It was published with permission in the Spring 2021 issue of Pulp & Paper Canada.
Read Part 1 of this paper: Increasing cogeneration in Canadian pulp and paper mills: Part 1 – Operational optimization.
Print this page