Features
Pulp
Research & Innovation
Achieving optimal thermomechanical pulp quality
January 18, 2019 – The pulp and paper industry is faced nowadays with three challenges: market decline for printing and writing paper, high energy cost and scarcity of quality wood supply. The electric energy consumption and raw materials are the main two variables that are driving the total manufacturing cost of the final product.
January 18, 2019 By L. Ettaleb M. Frith and R. Amiri FPInnovations
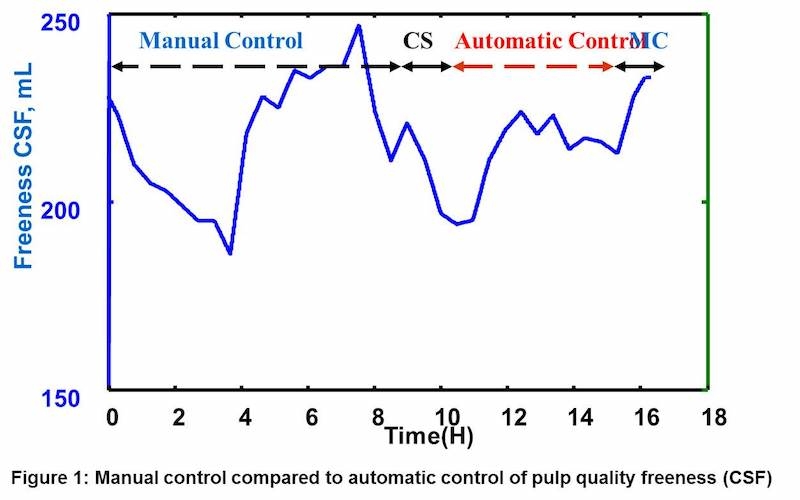 Figure 1. Manual control compared to automatic control of pulp quality freeness (CSF).
Figure 1. Manual control compared to automatic control of pulp quality freeness (CSF). International focus on cost reduction through energy for mechanical pulping processes has provided the pulp and paper industry with meaningful value. Efforts have extended from gate to gate at our mills to evaluate species, chip pre-conditioning, refining and fractionation. Unit operations, including high consistency (HC) and low consistency (LC) refining, have been applied with zeal. Fractionation, using both perforated and slotted screen baskets, has been applied in various configurations and over a broad range in mass reject rates, to achieve target property profiles for end products including market mechanical pulps, thermomechanical pulp (TMP) for printing and writing grades, and, more recently, to move traditional production into new products.
Improve operational efficiency and cost reduction
Mills are required to achieve high-energy efficiency by targeting production of optimal pulp quality that will result in attaining customer paper specifications. The pulp quality depends mainly on the amount of energy used – i.e., the specific energy, and on how that energy gets delivered to the pulp – i.e., the refining intensity.
Therefore, one of the main challenges of TMP is to optimize energy use and produce high-quality pulp. This can be accomplished by reducing the variability of the pulp quality. In order to achieve this objective, mills must:
- Understand the type, and the sources, of pulp quality variability.
- Improve TMP operations, using better manual control or automatic control. This can only be achieved by better sensing and better testing of pulp quality.
- Benchmark TMP performance in order to adopt better operation standards.
- Permanently supervise and follow-up the TMP operation.
In general, variability has two components: unpredictable and predictable. Unpredictable variability is due to random variation of raw material or noise. This type of variability will stay in the process and cannot be eliminated by any means. It will be shipped to the customer. Predictable variability is the variability introduced by poor TMP operations, poor control, mistuned control loops, or the malfunctioning of equipment. This type of variability can easily be tracked and eliminated. Some energy savings will result from this operation.
To illustrate variability due to poor TMP operations, consider the following mill case. It represents manual control of a main line where the operator loses the motor load of the primary refiner due to a feeding problem. This kind of disturbance is very common in most TMP main lines. Before the occurrence of the disturbance, the specific energy, freeness and fibre length were all stable with minimal variations. After the disturbance, the variability of the three variables increased significantly over almost three hours. After regaining control, the specific energy is higher than before the occurrence of the disturbance by at least 100 kWh/t. This represents an eight per cent increase in specific energy. The freeness went down to 200 ml, instead of the 230 ml recorded before the occurrence of the disturbance.
The increase in energy consumption is due solely to poor operation, as neither production nor wood furnish has changed. This is a typical case of loss of quality over a long period of time, and an unnecessary increase in energy consumption, which can easily be avoided by proper TMP supervision and proper training of the operators to understand the correlations that exist between control variables such as specific energy and consistency, as well as quality variables such as freeness and fibre length.
On a manually controlled TMP operation, a similar situation of pulp quality degradation and/or increase in energy consumption would occur due to changes in production rate or due or incoming disturbances to the system such as species variation or furnish change.
Manual control compared to automatic control
Once the TMP operations are well understood and the equipment is maintained correctly, installing an automatic control system of specific energy would bring more benefit and more energy savings.
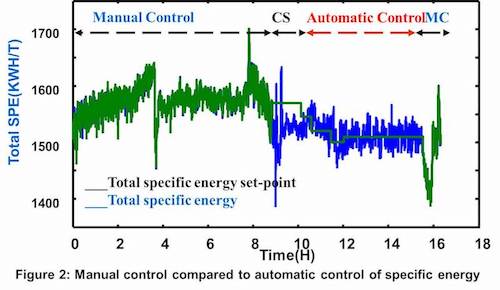
Figures 1 and 2 show two scenarios with and without automatic control. Figure 1 shows that without automatic control, there are large fluctuations in freeness and fibre length, whereas the fluctuations are reduced when under automatic control. Figure 2 shows the average specific energy is less than that of manual control by almost 100kWh/t, which represents almost six per cent savings in specific energy.
The positive results of automatic control can be explained by the fact that the freeness is controlled based on a prediction model that is adjusted by the data received from the pulp quality monitoring system at an interval of up to two hours. This compensates for any predicted disturbance as soon as it occurs, whereas a manual control method relies on two or three measurements, and it may take up to several hours before a decision is made.
In addition, operators are often given a freeness margin target instead of a set-point target – i.e., the freeness is good if it is between 210 ml and 250 ml. In this case, a freeness of 210 ml is acceptable even though it requires more energy than a freeness of 250 ml. Unlike manual control, automatic control is based on controlling the freeness to a set-point target. Therefore, the specific energy is a control variable manipulated to maintain the freeness at the target set point.
All these considerations make automatic control very desirable and would certainly result in better variability reduction and more energy savings if all the loops are tuned correctly.
Conclusions
There are four steps to better pulp quality and energy savings:
- Improve manual operation through operator training and TMP supervision.
- Track TMP variability, eliminate the predictable variability and benchmark the performance of TMP. The benchmarks given above can be used reliably.
- Repair all malfunctioning equipment.
- Install automatic control to achieve added benefits.
It has been observed that steps one through three require minimal capital investment and often lead to an energy savings of up to 15 per cent, while the addition of step four would add another two to five per cent energy savings.
FPInnovations is a not-for-profit organization that supports the Canadian forest sector’s global competitiveness.
Print this page