Features
Equipment & Systems
Paper
Pulp
Residual effective alkali control
July 23, 2019 – Most digester operators manipulate their cooking conditions by focusing on a Kappa number target.
July 23, 2019 By Augusto Quinde
Maintain ideal levels in kraft pulping, from the digester to the recovery cycle
This strategy attempts to model the relationship between Kappa number, H-factor (cooking temperature and cooking time), sulphidity, liquor-to-wood ratio and alkali charge (i.e. cooking control variables). Furthermore, operators must consider continuous and drastic variations of wood chips (moisture content, chip size distribution), white liquor (concentration, sulphidity), chips bed packing/ chips flow conditions, liquor flows, digester sizes, etc.
Not all digester operators are aware that the sulphidity percentage level of the white liquor is a very important driving force during delignification. In many pulp mills, the sulphidity data stays in the recausticizing area – and in very few mills is it actually included in the digester daily log sheets.
Variations of all of the above factors have profound effects on the complex performance of the digester (digester variability) and on the uniformity of the produced pulp (quality variability). Therefore, non-uniform kraft pulps can result from various sources such as insufficient liquor flux and/or uneven temperatures and/or unequal chemical distribution (chemical concentration gradient) within the digester, etc. These non-uniform pulps are weaker, harder to bleach (i.e., more chemicals, higher costs, more toxins) and may complicate downstream papermaking operations.
On a continuous digester the pulping parameters to monitor closely are wood chips quality (i.e., chips size distribution, chip thickness, moisture content, fresh vs. dry chips); alkali charge (i.e., AA and EA percentages, white liquor concentration); digester alkali profile in g/l or lb/ft3 (i.e., in the upper cooking zone, lower cooking zone, extraction zone, blowline residual alkali); Kappa number; H-factor, sulphidity percentage, etc.
From the above list of parameters, the residual effective alkali in the blow line is the one that needs special attention for its effects in the bottom of the digester and other areas beyond the digester (i.e., brown stock washers, bleaching area, evaporators and recovery boiler.) The blow line residual effective alkali dictates the quality of the pulp and of the black liquor.
Here we will focus on the residual effective alkali in the digester (i.e., upper cooking zone, lower cooking zone), the blow line, the bleaching area, the evaporators and the recovery boiler. Among the most common terms used in the kraft pulping industry, “residual alkali” and “residual effective alkali” are used interchangeably.
Residual effective alkali in the digester
The alkali charge or alkali/wood ratio is one of the most important control variables and its monitoring must secure a stabilized cooked pulp quality. Many mills rely in their traditional laboratory analyses for controlling their alkali concentrations; however, these measurements are not carried out frequently enough for accurate control. Using online analyzers secures quick and accurate measurements that can be integrated in the alkali/wood ratio to stabilize part of the pulping process.
When working with continuous digesters, it is important to monitor the residual effective alkali from top to bottom of the digester using an alkali-profile control strategy to get a more stable reading of the digester alkali profile. This profile allows digester operators to make corrections in case the alkali concentration in a stage or cooking zone drops too low, because condensation reactions of lignin can lead to the formation of stable carbon-carbon bonds. See figure 1.
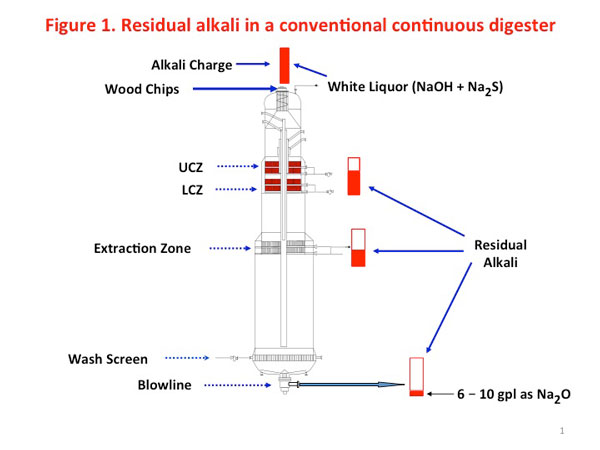
Figure 1. Residual alkali in a conventional continuous digester.
New pulping technologies for continuous cooking have been developed, including modified continuous cooking (MCC), extended modified continuous cooking (EMCC), lo-solids, iso-thermal cooking (ITC) and compact cooking (CC). These modifications are based on the four-rule principle: 1) a “levelled-out” alkali concentration throughout the cook; 2) a high concentration of hydrogen sulphide ions (HS-), especially early in the bulk delignification; 3) low concentrations of dissolved lignin and sodium ions, especially at the end of the cook; and 4) the temperature should be kept as low as possible, especially in the beginning of the cook.
The above modern processes can alter the traditional chemistry of the weak black liquor that is fed to the evaporators. The ideal control and monitoring of a continuous digester should include:
- A very good control of the wood chip size distribution.
- An online monitoring of the moisture content of the wood chips.
- An online monitoring of the quality of the white liquor (dead load).
- An online monitoring of the concentration of the white liquor. This monitoring, together with the moisture content, will secure the proper effective alkali charge (EAW percentage) per oven-dried wood.
- An online monitoring of residual effective alkali concentrations to get a digester alkali profile, at different locations such as the upper cooking zone (UCZ), lower cooking zone (LCZ), extraction zone and blowline.
For instance, if we know the residual effective alkali at the UCZ every five or 10 minutes, then we can correct continuous variations of the wood moisture content or the white liquor concentration or the sulphidity percentage levels. A mill with low budget looking to purchase only one out of the above three online control systems should buy the residual effective alkali control system.
Online control of the residual effective alkali at a few points will help to reduce the variability of the effective alkali throughout the digester to give smoother digester operations and to reduce the Kappa number variability, therefore reducing over-cooking or under-cooking. See figures 2, 3. It seems that a residual effective alkali profile control dictates the quality of the pulp and of the black liquor. Pulp quality and black liquor composition are intimately related.
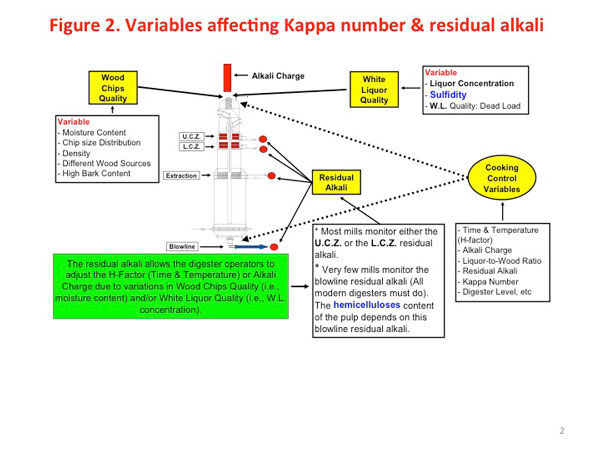
Figure 2. Variables affecting Kappa number and residual alkali.
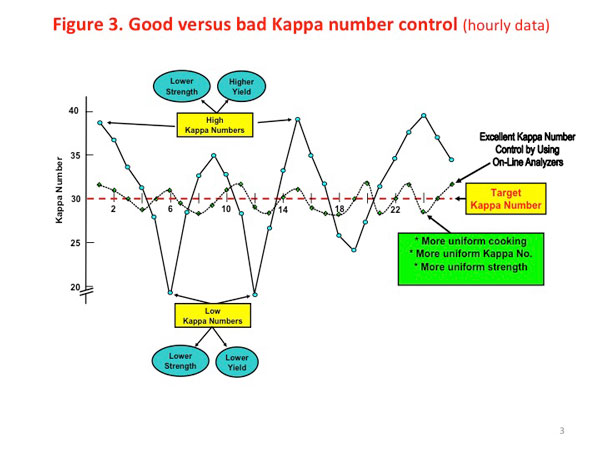
Figure 3. Good versus poor Kappa number control (hourly data).
Residual effective alkali in the blowline
Even though the bottom of the digester is the last part where the pulping process takes place, it is very important to keep enough residual alkali there so that the lignin that was fragmented at the top of the digester must stay in solution even after going through the whole digester. Many mills in North America work in the range of residual effective alkali between 2.0 to 4.0 g/l as Na2O.
The blowline residual effective alkali should be kept at a reasonable amount within a minimum range between 6.0 g/l –to- 14.0 g/l as Na2O.
The residual effective alkali can show a peculiar effect because, while having an optimal range to keep a low viscosity, lower or higher values of the range can result in a sudden viscosity rise. Most kraft mills suffering high viscosity problems are more likely to be related to low residual effective alkali rather than high residual effective alkali.
The negative effects of low residual effective alkali include re-condensation and re-precipitation of lignin, lower bleachability, lower fibre strength of the pulp, increased corrosion at the bottom of the digester, and increased problems in the liquor recovery cycle in the evaporators and recovery boiler.
The positive effect of low residual alkali is the hemicellulose re-precipitation that takes place on the pulp, causing an increase of the pulp yield.
If the residual effective alkali is too low, then the fragmented lignin re-condenses and re-precipitates onto the pulp at the bottom of the digester. When that occurs, everything that was done at the top of the digester (i.e., pre-steaming, delignification, usage of cooking chemicals, steam, time, energy, labour, digester space) is wasted.
Very low blowline residual effective alkali in the black liquor coming out of the digester may affect other areas such as brown stock washers, bleaching area, evaporators and recovery boiler. See figure 4.
Residual effective alkali in the bleaching area
When the re-condensation of the fragmented lignin takes place, most of the newly bonds of the re-condensed lignin are mainly of the stable C–C type. These carbon-carbon bonds can be between phenyl groups and also between the three carbon side chains. (Natural lignin molecules in both softwood and hardwood trees contain 50 to 60 per cent of the most easily broken C–O–C ether bonds that simplify the kraft pulping processes. Then, we must avoid the re-condensation of lignin to prevent problems in the bleaching area. It seems that only nature can make the C–O–C bonds at the proper, natural conditions).
The amount of chemicals required for bleaching depends on how the pulping process has been carried out. Conditions of the kraft cooking affect the bleaching response of the pulp or bleachability. This explains the ongoing debates between the pulping and bleaching areas regarding the amount of bleaching chemicals when dealing with pulps of the same Kappa number coming from the same digester. Pulps produced at very low residual effective alkali (i.e., below ideal blowline residual alkali) must require higher bleaching chemical consumption.
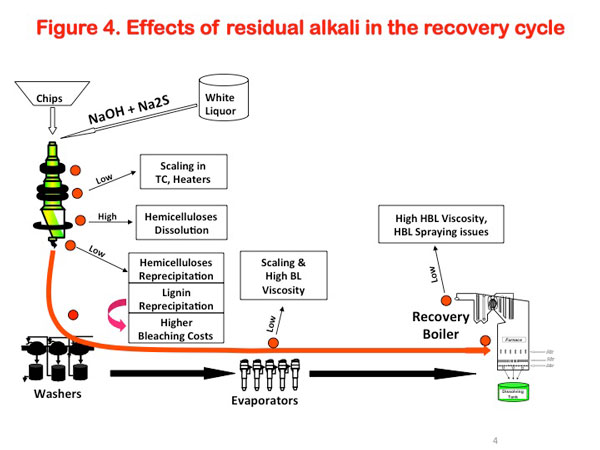
Figure 4. Effects of residual alkali in the recovery cycle.
Residual effective alkali in the recovery cycle
A proper control of the residual effective alkali concentration of the weak black liquor flowing from the digester can assure important benefits in the evaporators (i.e., more stable viscosity, less fouling) and in the recovery boiler (i.e., stable viscosity, spray size consistency). See figure 4.
Most of those benefits depend on the chemical characteristics of the black liquor that include elemental composition, residual effective alkali, composition of the organic and inorganic constituents, and molecular weight of the organic material. The properties of black liquors differ from mill to mill and they are directly related to the alkali charge, yield and Kappa numbers.
The important properties of black liquor that affect the evaporation processes are viscosity, heat capacity, density, the boiling point elevation, surface tension and thermal conductivity. Having low residual effective alkali can cause high viscosity and precipitation of lignin. A minimum residual effective alkali of at least 6 g/l must be maintained to avoid lignin precipitation.
The viscosity of black liquors can be controlled by increasing the temperature or by adding alkali. Alkali addition to the digester or to the black liquor can reduce the viscosity of low–alkali content liquors. An important precaution is to neutralize acidic inputs such as chlorine dioxide (ClO2) generator effluent and tall oil brine into the evaporators set.
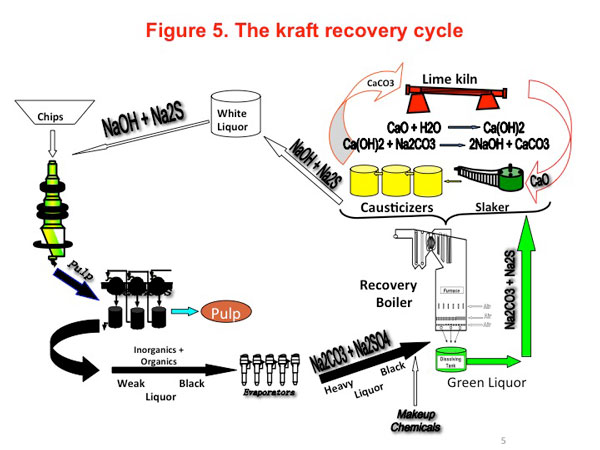
Figure 5. The kraft recovery cycle.
Fouling in an evaporator set occurs due to various mechanisms like lignin precipitation, fibres, soap fouling, soluble sodium (Na) scaling and insoluble calcium (Ca) scaling. Scaling is a very serious problem that reduces the rate of heat transfer and evaporation in the multiple-effect evaporator plant.
Black liquors are characterized by high viscosity when the residual effective alkali is too low (i.e., less than 2 to 4 g/l as Na2O). The solids content also affects the spray characteristics of the black liquor and droplet size distribution of the black liquor through its effect on liquor properties such the viscosity. Uncontrolled drop size (i.e., too big) of the firing black liquor can cause serious blackouts of the furnace. Under practical conditions, the black liquor viscosity can be controlled by the addition of alkali, by oxidation and storage at high temperatures.
The production of a consistent high-quality pulp is a great challenge for digester operators due to the complex nature of the delignification process and the crucial residence times in the different zones of a continuous digester. Both the evaporation and burning processes of black liquor are very sensitive to some disturbances related to the quality and analysis of the black liquor.
The kraft chemical recovery process has three key functions: 1) to minimize the environmental impact of the black liquors; 2) to recycle the pulping chemicals (i.e. NaOH and Na2S); and 3) to co-generate steam and power. See figure 5.
The negative effects of the low residual effective alkali at various areas in the kraft recovery cycle can be controlled, stopped or minimized by either adding alkali to the digester or before the evaporators or recovery boiler.
_____
Augusto Quinde is president of AQuinde Pulping Consulting in Vancouver.
For a copy of this paper including references, contact kurquhart@annexbusinessmedia.com.
This article originally appeared in the Summer 2019 issue of Pulp & Paper Canada.
Print this page