Features
AQuinde Pulping: Kraft pulping additives and increasing pulp yield
A review of the past, present and future
September 25, 2024 By Augusto Quinde
 Photos: Augusto Quinde
Photos: Augusto Quinde Increasing paper consumption is forcing chemical pulp mills to find new lignocellulosic resources for higher pulp production or to increase pulp yield by using pulping additives. In the last 50 years, we have not seen any new kraft pulping additive in the market. At present, the only additives being used at industrial scale are sodium sulfide (Na2S) and polysulfides (PS).
Some kraft pulping additives work in the digester as oxidizing agents or as reducing agents. When using an oxidizing agent or a reducing agent to increase pulp yield, these additives stabilize or protect the carbohydrates against degradation reactions. This cellulosic material protection can be interpreted as less organic material going with the black liquor facilitating the brown stock washing operations and consequently less organic material going to the recovery boilers enabling higher pulp. Polysulfides and sodium borohydride (NaBH4) have been shown to increase pulp yield due to higher retention of glucomannan. Polysulfides oxidize the aldehyde end group to carbonyl end groups and NaBH4 reduces the aldehyde end groups to stable alcohol end groups.
Pulping additives as reducing agents can be used to increase the rate of delignification. Using a normal delignification or an extended delignification process must be dictated by the bleaching requirements at a specified mill. An extended delignification will allow to lower the amount of bleaching chemicals to improve the effluents from the bleach plant.
Additional objectives expected from kraft pulping additives are: improving pulp quality; reducing the refining energy requirements; optimizing the recovery liquor cycle; and rendering outstanding profits to pulp producers. See Figure 1.
In this paper we will review the most important kraft pulping additives being used in the past (i.e., 1879-2023), the current pulping additives in the market and the potential pulping additives that might be introduced in the future. The emphasis of this review will be on pulp yield and delignification.
Pulping additives before 2024
The soda (NaOH) pulping process is the oldest chemical pulping process that was invented by Hugh Burgess and Charles Watt of England in 1851 and patented later by Hugh Burgess in the USA in 1854. The soda and kraft processes are intimately related as they both use a common active chemical – sodium hydroxide (NaOH). The kraft process uses NaOH and sodium sulfide (Na2S).
Soda process (NaOH)
The soda pulping process uses NaOH as the only active chemical for lignin removal during a very long cooking time and high temperatures. During this process, the NaOH degrades the lignin molecules but at the same time attacks the cellulosic material. While some native lignin molecules are fragmented by the sodium hydroxide, simultaneously some re-condensation reactions take place giving back lignin molecules of the same or bigger molecular weight. This explains why the soda process needs a long cooking time. During a soda process, the fragmented lignin may recondense and/or re-precipitate onto the pulp during cooking.
Kraft process (NaOH and Na2S)
The origin of the kraft pulping process can likely be traced to a soda (NaOH) mill in 1879 where a chemical recovery plant operator made a mistake while compensating the chemical losses. In this process, the operator added sodium sulfate (Na2SO4) instead of the usual addition of sodium carbonate (Na2CO3). The resulting pulp produced with this modification was found to be not only darker than the previous one (i.e., soda pulp) but also stronger. The German and Swedish translation for strength is “kraft.” This experiment originated in what is currently known as “kraft” or “sulfate” process. The sulfate name is because of the addition of sodium sulfate (Na2SO4) in the recovery boiler plant to replace chemical losses. The sodium sulfate is not the active chemical during kraft pulping but only the source to generate sodium sulfide (Na2S). Most of the sodium sulfate in the recovery boiler is reduced to Na2S. As per Kleppe, the first sulphate (kraft) mill in the world was the M. Peterson & Son pulp mill in Moss, Norway.
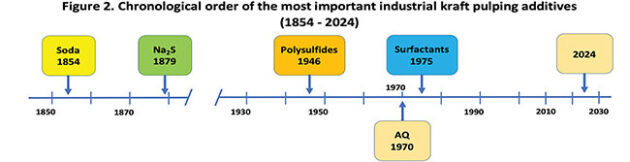
If we consider the soda process as the first chemical process, then the sodium sulfide must be considered as the first additive for the chemical pulping processes. A chronological order of the most important kraft pulping additives being used since 1879 is presented in Figure 2.
Sodium sulfide (Na2S) – Sodium hydrosulfide (NaSH)
As per Fleming et al., sodium sulfide is an important reducing agent during kraft delignification. Even though sodium sulfide (Na2S) is generated during the preparation of the kraft cooking liquor, this chemical does not participate directly in the delignification reactions. Sodium sulfide reacts with water and generates sodium hydrosulfide (NaSH) and sodium hydroxide (NaOH) as in equation 1.
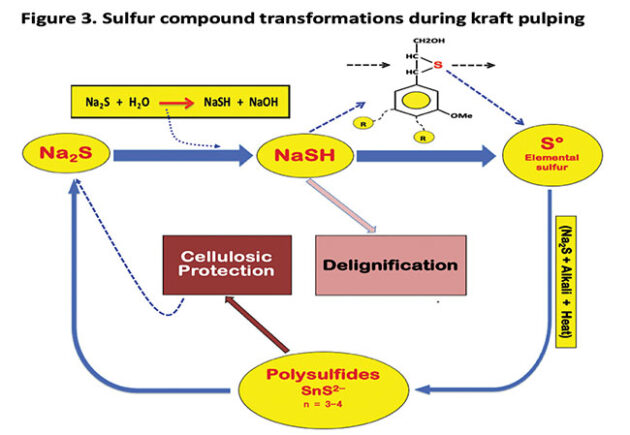
The active chemicals during kraft pulping are sodium hydroxide (NaOH) and sodium hydrosulfide (NaSH) which degrade and dissolve lignin. The hydrogen sulfide (HS−) ion improves greatly the selectivity and the delignification rate during Kraft pulping by breaking β-O-4 ether linkages in phenolic units of the lignin molecule. After this breakage, the sulfide ion forms an episulfide unit that subsequently releases elemental sulfur (S°) into the cooking liquor. This sulfur partly combines with hydrogen sulfide to form polysulfides that to some extent decompose into hydrogen sulfide (See Figure 3).
The delignification reactions during kraft pulping can be seen as a competition between degradation and condensation reactions. Condensation reactions generate new carbon-carbon bonds that counteract lignin degradation reactions.
Pulping selectivity
Kraft pulping selectivity indicates how much lignin is removed in comparison to the amount of cellulosic material being degraded. The higher the amount of lignin removal, the better the selectivity of the delignification process. This selectivity depends mainly on the levels of sodium sulfide in the white liquor used to calculate the corresponding white liquor sulfidities.
Polysulfides (Na2Sx+1)
Developments in polysulfides pulping can be traced back to the 1940s. The first US patent was presented by Fuller and Woodside in 1943. Though many technical papers have been published regarding its benefits during kraft pulping and several mill trials have corroborated these benefits, a wider application has not been possible after the mid-1970s. This is probably due to uncertainties in pulp strength issues, recovery cycle drawbacks, corrosion problems, capital costs, etc. Polysulfides have been used at the Moss mill in Norway since 1973.
Polysulfide generation methods
Current polysulfide generation methodologies are based on catalytic oxidations of the sulfide in the white liquor. This oxidized liquor is called “orange liquor”. The most common methods to generate polysulfides are dissolution of elemental sulfur in white liquor; Moxy process by catalytic air oxidation of the sulfide in the white liquor; Chiyoda process by air oxidation; Paprilox process by oxygen addition to lime mud causticizer and MnO2 catalyst; Quantum process by air addition with MnO2 catalyst; and Electrochemical process. Other variations include the usage of green liquor instead of white liquor.
Polysulfide is generated as shown in equation 2.
The generation of polysulfides consumes sodium sulfide and the sulfidity of the orange liquor is less than half of the original white liquor sulfidity.
When using the Moxy orange liquor it is necessary to keep the cooking temperature 2˚C above the conventional kraft cooking temperature to maintain the same rate of delignification. This can be explained by the lower sulfidity of the orange liquor especially at the beginning of the cooking.
How does it work?
Polysulfides oxidize the reducing end groups and stabilize the carbohydrates resulting in an increased pulp yield. This higher pulp yield can allow to cook to lower Kappa numbers without a negative effect on the yield and to use lower amount of bleaching chemicals to improve the effluents from the bleach plant. As per Copur, the yield increase by sulfur addition in polysulfide pulping could be due to the retention of glucomannan and xylan giving a four percent higher hemicelluloses content.
Polysulfides decompose at high temperatures (i.e., 170°C) to give sodium thiosulfate that represents part of the sulfur elimination from the kraft cycle. As per Ahlgren and Teder, polysulfide by itself has no effect on the rate of delignification.
In Canada, the only mill using polysulfides is the International Paper mill in Grande Prairie.
How much polysulfide is required?
Polysulfide dosages are in the range of one to three percent with yield benefits in the order of two percent to three percent; however, these values vary from mill to mill. Applications of polysulfides on other non-woody lignocellulosic plants are reported.
The addition of polysulfides increases the pulp yield for both softwood and hardwood pulps.
As per Pikka and de Andrade, the polysulfide concentration depends on the white liquor sulfidity. The higher the sulfidity, the higher the polysulfide concentration. They also mentioned that the yield benefit is higher with softwoods than with hardwoods. One percent of the polysulfide charge improves the pulp yield by one to two percent and the higher the Kappa, the higher the yield increase.
The pulp yield benefit generates less organics going to the recovery boiler which decreases the load of the boiler. The lower organic material decreases the steam production and consequently decreases the electricity production. Economic analysis based on increased pulp production shows that the profits from increased production are higher than the losses from decreased energy production.
Anthraquinone
Anthraquinone has proved its effectiveness as a digester additive for cellulose protection and increased delignification rate. The addition of 0.05 percent AQ on wood under standard kraft pulping conditions at Kappa number 30 resulted in the following main benefits: a minimum increase in absolute digester yield of 0.8 percent (1.2 percent average), chip usage reduction of 1.8 percent minimum (2.6 percent average), a reduction of 3.5 percent in alkali charge, and a six percent reduction in black liquor solids produced/ton of pulp.
The last chemical introduced as a pulping additive and used successfully during kraft pulping was AQ. It was first evaluated in the laboratories in the 1970s, later approved by the FDA in the USA in 1987 and finally banned from the pulp and paper market due to its carcinogenic effects.
Polysulfides-AQ
Anthraquinone was used in combination with polysulfides to enhance the delignification and to compensate for the lower nominal sulfidity of the orange liquor, especially at the beginning of the cooking. Addition of AQ improves the pulp yield and improves the rate of delignification of the polysulfide pulping.
Some researchers have proposed a synergistic effect of this polysulfide-AQ combination. Jiang found that the addition of two percent polysulfides and 0.1 percent of AQ increases the pulp yield by about 2.5 percent suggesting a synergistic effect. Lower yield increments were found when using polysulfides at 1.1 percent and anthraquinone at 0.07 percent giving higher unscreened pulp yield in the range of 1.3 to 1.9 percent over the conventional kraft pulping.
Current kraft pulping additives
At present, the only kraft pulping additives used at an industrial scale are the sodium sulfide/hydrosulfide (Na2S/NaSH) and polysulfides.
Kraft pulping additives of the future
Current world availability and accessibility of wood resources and/or environmental pressures and/or government regulations, etc have prompted researchers at private companies or universities to study numerous additives to be used in current chemical pulping processes (i.e., soda or kraft).
Potential candidates for kraft pulping additives based on scientific papers include: phosphonates, sodium borohydride (NaBH4), enzymes, phenols, amines, surfactants and catalysts.

Phosphonates
Phosphonates are soluble and very stable at high temperatures and pH values similar to those in kraft pulping. Current applications are found during bleaching operations as “peroxide bleach stabilizers” by chelating unwanted metals that could inactivate the peroxide.
Phosphonates as kraft pulping additives on aspen chips showed that 0.1 to 0.2 percent of 1-hydroxyethylidene-1,1-diphosphonic acid (HEDP) and diethylenetriamine pentamethylene-phosphonic acid (DTMPA) resulted in significant reductions of the Kappa number (4 to 8 points). This enhanced delignification showed a Kappa number reduction of 5.5 points on average. Additionally, the response of these phosphonate pulps to subsequent bleaching sequences such as DEDED and OPD allowed to reduce the ClO2 requirements and allowed higher final brightness.
Using diethylenetriamine pentamethylene phosphonic acid (DTPMPA) on kraft pulping and brown stock washing of eucalyptus pulps (mainly E. grandis) improved pulp physical properties and reduced metal ions when applied in the brown stock washers. This removal of harmful ions is a useful option before the oxygen stage. The addition of the sodium salt solution of polyaminophosphonic acids (SPAP) improved the pulp physical properties only when applied to cooking operations, but it was very effective in removing metals when dosed in brown stock washing.
As per Berry et al., calcium causes lignin to be strongly bonded to the fibre when cooking hardwoods. Their study included three hardwoods and one softwood. The application of HEDP in kraft pulping seems to depend on the wood species being used. When using 0.1 percent HEDP on aspen they found an improved delignification in the absence of carbonates. The carbonates in the kraft liquor show the same effect as HEDP by removing calcium as calcium carbonate (CaCO3). HEDP may not be an effective additive, even for hardwoods, if sufficient amounts of carbonate are present in the pulping liquor. HEDP accelerated the delignification process significantly on aspen; however, maple and birch wood chips were not as good as aspen. Black spruce did not show any benefit on delignification when HEDP was added. The pulp yield increase was similar for the three hardwoods at around 0.4 to 0.5 percent.
Addition of diethylenetriamine pentamethylene phosphonic acid (DTPMPA) during pulping reduces the calcium content but as a washing additive does not have any relevant impact on the pulp’s mechanical and optical properties.
Applications of phosphonates into the digester gave the best responses when using aspen wood chips. Addition of HEDP on aspen gave a substantial yield increase (four to seven percent) and/or increased delignification of seven Kappa number points at an addition rate of 0.2 percent HEDP. Chelating abilities of HEDP improved the removal of metals, resulting in a four points brightness increase for a given Kappa number of pulp out of the digester. They found that HEDP was the best phosphonate as a kraft pulping additive.
The chelating effects of HEDP are similar to those given by EDTA or DTPA. However, HEDP has the advantage of lower cost over EDTA and DTPA.
Sodium borohydride (NaBH4) and potassium borohydride (KBH4)
NaBH4 is a strong reducing agent that reacts with aldehyde and ketone functional groups rendering stable alcohol end groups. NaBH4 has been studied during kraft pulping on several wood species: Scots pine, Pinus radiata, Pinus brutia, Pinus pinastris, Populus tremula, etc.
KBH4 and NaBH4 were added at two percent during kraft pulping of Scots pine. The screened pulp yield increased from 45.67 percent (control) up to 48.91 percent for KBH4 and up to 48.94 percent for NaBH4. Better pulp yield increases were found for KBH4 at four percent additions.
Application of NaBH4 increases the pulp yield of a softwood kraft pulping by increasing the retention of glucomannan and giving pulp with higher tensile index. This yield increase produces fewer fibres that overshadows the negative effect of higher hemicelluloses content on dewatering properties and lowering the refining energy with the potential of giving better fibre quality for tissue paper production. Addition of NaBH4 at one percent increased the pulp yield from 48.1 to 52.6 percent at a Kappa number 35.
Additions of NaBH4 at one percent and polysulfides (PS) at two percent to kraft pulping of a mixture of 70 percent spruce (Picea abies) and pine (Pinus sylvestris) gave greater pulp yield increase for NaBH4 than for PS. When comparing at the same Kappa number of 35, the yield increase for NaBH4 was four percent and for PS 2.5 percent. Furthermore, the pulp yield increase by the addition of both NaBH4 and PS showed a positive effect on the strength of low-grammage sheets.
The addition of NaBH4 to kraft pulping of the Calambrian pine (Pinus brutia Ten.) and Monterey pine (Pinus radiata D. Don.) increases the pulp yield and improves the rate of delignification. The best cooking conditions for the Calabrian pine were: 0.5 percent NaBH4, 16 percent active alkali and 28 percent sulfidity, giving a screened pulp yield of 56.6 percent against the control of 41 percent. The Kappa number of the control cook of 63.6 it was reduced to Kappa number 42.1 for the NaBH4-kraft cook. And the best cooking conditions for the Monterrey pine were: 0.7 percent NaBH4, 20 percent active alkali and 28 percent sulfidity giving a screened pulp yield of 69.9 percent against the control of 53.3 percent. The Kappa number of the control cook of 75.7 was reduced to Kappa number 58.7 for the NaBH4-kraft cook. The pulp yield increases and Kappa number reductions seem to be too big.
A combination of NaBH4 and bio-kraft pulping improved the pulp and properties of European black pine (Pinus nigra Arn.). The biokraft-NaBH4 pulping studies were done at NaBH4 dosages of 0.5 percent, one percent, 1.5 percent and two percent. The results of this study show that NaBH4 increases the pulp yield, decreases the Kappa number and increases the pulp brightness.
NaBH4 addition at three percent to kraft pulping of maritime pine (Pinus pinaster Ait) gave the highest pulp yield increase of 49.2 percent for the NaBH4-kraft cook against the yield of the kraft control of 44.7 percent. The initial kraft control Kappa number of 31.7 was reduced to 28.8 for the NaBH4-kraft cook.
Phenols
Phenols in kraft pulping have been shown to be very good candidates as kraft pulping additives.
Addition of 2,4-xylenol (2,4-dimethylphenol) on kraft pulping lowers the lignin content and increases the pulp yield. Xylenol additions at two different dosages (i.e., 0.375 percent to 0.75 percent) were compared by adding 2,4-xylenol at different times during the cooking process. The best results were those with the dosage of 0.375 percent and adding 2,4-xylenol at the beginning of the cooking cycle with a reduction of 3.3 Kappa number units and a pulp yield increase of 1.2 percent.
Enzymes
Lignin-modifying enzymes (LMEs) or ligninolytic enzymes or ligninases or lignases are a group of enzymes that selectively catalyze the breakdown of lignin molecules. The main ligninolytic enzymes are laccase, lignin peroxidase, manganese peroxidase and versatile peroxidase.
Using enzymes as kraft digester additives is a very difficult task due to the extreme conditions of the kraft pulping processes. Camarero et al. working in the WoodZymes European Project produced tailor-made extremozymes or enzymes that can work in extreme conditions. At present, they have produced extremophilic fungal laccases that can depolymerize lignin at pH 10.6 and a particular bacterial xylanase with outstanding activity at pH 10.5 and 90°C. Rodriguez-Escribano et al. are also working on developing tailor-made alkaliphilic and thermostable fungal lacasses that would turn kraft pulp mills into biorefineries. Extensive research is required before enzymes can be used industrially as kraft digester additives.
Amines
Peterson and Wise submitted the first patent using amines as pulping additives. Most of the laboratory studies of amines as pulping additives have been carried out in soda processes and very few studies dealt with kraft pulping processes. This special interest in the soda process can be explained by the possibility of replacing the kraft process because of its negative aspects such as low selectivity for delignification, environmental problems (emissions, odours), capital intensive, low pulp yield, etc.
Kubes et al. reported the outstanding effects of amines in accelerating delignification with special emphasis on the monoethanolamine (MEA) and ethylenediamine (EDA). They found that almost all the diamines accelerated the soda pulping to rates higher than those found in kraft pulping. Other amines included in this review are: o-phenylenediamine (o-PhDA), p-phenylenediamine (p-PhDA), 1,2-propanediamine (1,2-PDA), 1,6-Hexanediamine (1,6-HAD), 1,4-Butanediamine (1,4-BDA), etc.
Kraft pulping studies of loblolly pine with ethylenediamine (EDA) at 10 percent gave higher tear but lower burst and tensile strengths. The pulp yield increased from 47.5 percent up to 50 percent and the Kappa number reduced from 33 down to 28. More intensive research work is needed in the area of amines-kraft pulping.
Amines are effective at very high dosages (i.e., 10 percent to 40 percent) and their application depends on the costs of these chemicals.
Surfactants
A “surfactant” or “surface active agent” is any molecule that modifies the properties at liquid-gas, liquid-liquid and liquid-solid interfaces by reducing the interfacial (surface) tension.
Laboratory pulping studies of ethoxylated alcohols and ethoxylated dialkyl phenols were carried out to improve the penetration of the cooking chemicals into the wood chips. A 1:1 ratio of ethoxylated isostearyl alcohol and the ethoxylated oleyl alcohol gave a pulp yield increase of 3.5 percent and a reject level decrease of 2.2 percent; while a 1:1 ratio of two ethoxylated dialkylphenols gave a pulp yield increase of 7.1 percent and a reject level reduction of six percent.
Even though there is no current industrial application of a surfactant, new or untried surfactants might work on soda or kraft pulping processes since not all the current known surfactants have been studied in the laboratory.
Catalysts as kraft pulping additives
Many of the potential alternatives as kraft pulping additives are expensive and hard to recover. A possible solution would be using catalysts. Rudie and Hart stated that “with a high enough reaction rate and a sufficiently high number of turnovers, even an expensive catalyst can still be low cost.”
Anthraquinone (AQ) has been the only catalyst used in industrial pulping operations that was involved in oxidation reactions of the cellulosic material and reduction reactions of the lignin fragments during alkaline pulping (Redox reactions). Because of this redox reaction, the dosage application of AQ was very small at around 0.05 percent. The best way to prove that AQ was efficient was by monitoring the black liquor solids of pulp mills having a recovery boiler (bottleneck) limitation. Proving a one percent yield increase was very difficult because most pulp mills are not equipped to monitor this very small increase. However, the black liquor solids reduction was of the order of six to eight percent.
As per Rudie and Hart, AQ was a limited pulping catalyst because of the inadequate availability of cellulose end groups to reduce the AQ to anthrahydroquinone (AHQ) and the loss of AQ with relatively few catalytic turnovers.
The current challenge for researchers in the pulp and paper industry is to find an economical catalytic pulping process that can compete with the kraft process.
Many chemicals have been studied as additives for kraft pulping but only a few have been selected as digester additives for industrial applications. The new chemicals to be used as digester additives in the soda or kraft pulping processes must give one or more of the following benefits: 1) inhibit the degradation of the cellulosic material and/or 2) offload the recovery boiler, and/or 3) increase the extent of delignification without losing pulp strength, and/or 4) improve pulp quality, and/or 5) minimize energy consumption, and/or 6) be used on both softwoods and hardwoods and/or 7) be environmentally friendly, etc.
Good candidates as kraft pulping additives are: HEDP, NaBH4, 2,4-xylenol, ethylenediamine (EDA), and a new catalyst.
Augusto Quinde is president of AQuinde Pulping Consulting specializing in kraft pulping. He can be reached at augusto.quinde@yahoo.ca.
Print this page