Features
Research & Innovation
Water & Chemicals
Kraft mill secondary condensate management and treatment strategies
Benchmarking kraft mills’ secondary condensates and strategies for optimizing their management to improve mill efficiency and environmental performance.
April 1, 2024 By Luciana Savulescu and Adam Rogerson from Natural Resources Canada, CanmetENERGY, Industrial System Optimization Group and Tatiana Rafione and Kurt Woytiuk from FPInnovations, Pulp and Paper Centre of Excellence
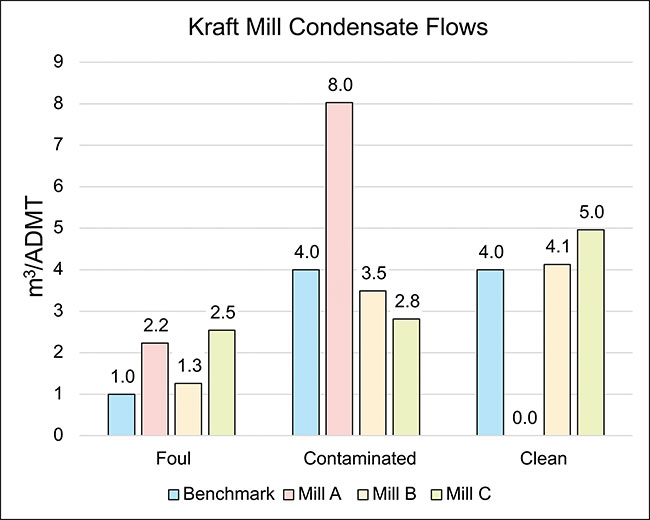 Figure 1. Kraft mill condensate flows
Figure 1. Kraft mill condensate flows Abstract
Effective condensate management is crucial for enhancing mill efficiency and ensuring compliance with environmental regulations. The benefits and challenges of different methods of treating condensates, such as steam stripping and high-rate anaerobic internal circulation reactors are discussed. Further, the opportunity for by-product revenue through the production of green methanol, turpentine, and organic solvents from condensate processing is presented. Design, operation and debottlenecking strategies of stripping systems are also proposed. The reduction of condensate generation, selective treatment of foul condensates, integration of stripping systems and condensate reuse and heat recovery are offered as avenues for optimizing condensate management while reducing environmental impacts.
Introduction
Optimization of condensate management, particularly the secondary condensate system (contaminated condensates derived from black liquor and pulp suspensions), continues to be critical in achieving high mill efficiency from an energy, water, chemical and economic perspective. The discharge of mill water streams and condensate, termed effluent, is regulated under section 7 of the Pulp and Paper Effluent Regulations (PPER – SOR/92-269) pursuant to the Fisheries Act[1]. Mills are required to submit monthly effluent reports to Environment and Climate Change Canada (ECCC), which include effluent Biochemical Oxygen Demand (BOD), quantity of suspended solids (SS), volume, and results of rainbow trout acute lethality and Daphnia magna (common water flea) monitoring tests[2]. Mills will need to continue improving their management of process condensates and effluent treatment while simultaneously exploring in-process treatment capacity and integrating innovative process improvements to maintain compliance and reduce their environmental impact.
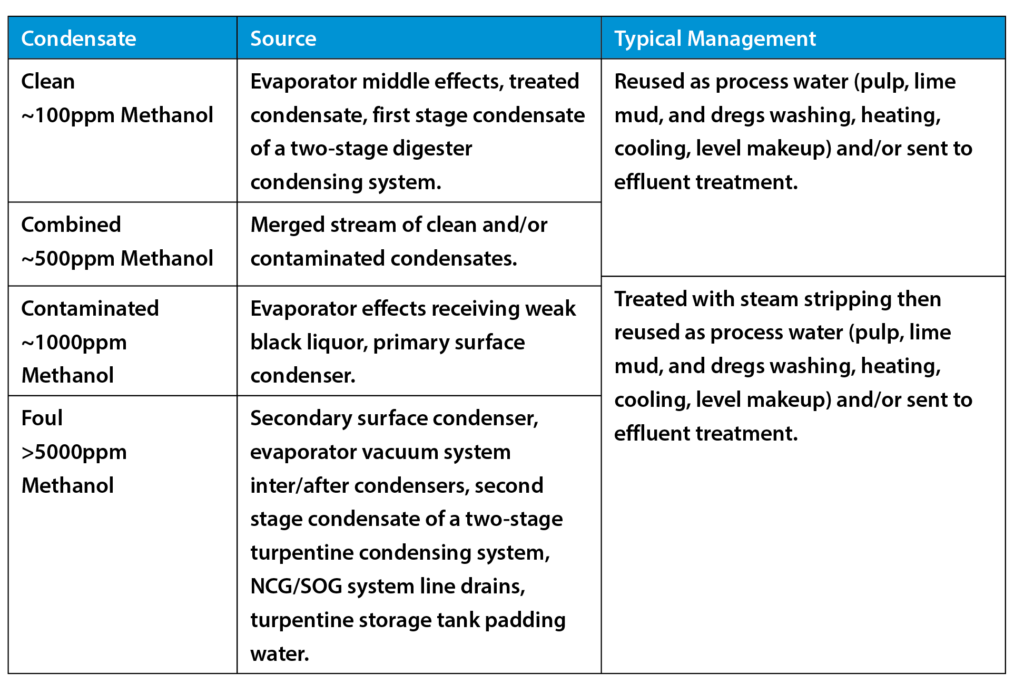
Table 1: Sources and management of secondary condensates
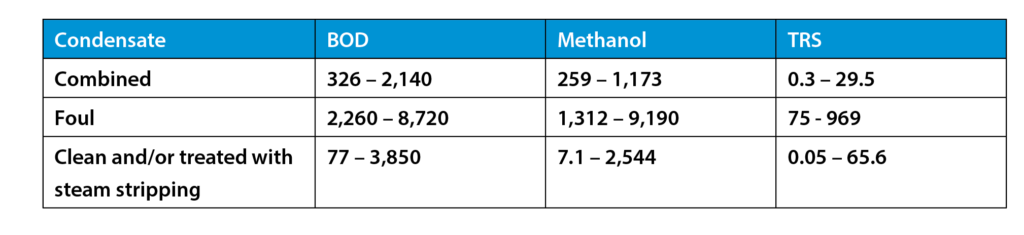
Table 2: Pollutant level of kraft condensates – ppm (mg/L) [9,10]
Secondary condensates that originate from the digester, turpentine decanter underflow, evaporators and non-condensable gas (NCG) systems contain reduced sulfur gases collectively referred to as total reduced sulfur (TRS) gases, as well as organic compounds, such as methanol, turpentine, ethanol, and acetone, in addition to ammonia. These compounds are either introduced by compounds in wood chips or formed during the pulping process[3]. The TRS gases are responsible for the strong odour of condensates and contribute up to 95 percent of condensate toxicity. Conversely, organic compounds are the primary source of BOD and Chemical Oxygen Demand (COD) in condensates, as well as volatile organic compounds (VOC) in air pollution. Due to these undesirable properties, the obligations under the PPER, and the toxicity of turpentine and TRS to anaerobic biomass, it is necessary to treat foul condensates before reusing them throughout the mill or sending them to effluent treatment.
Evaporators account for up to 80 percent of the secondary condensate generation, with the balance generated in the digesters (approximately 15 percent), turpentine decanters (approximately four percent), and NCG systems (approximately one percent). The classification of condensates is determined based on pollutant concentrations. Condensates are categorized as clean (~100ppm), contaminated (~1000ppm), or foul (>5000ppm) in terms of methanol content. Typical flow rates for clean, contaminated, and foul condensates for a 1000 ADMT/d mill are approximately 8000 LPM, 4000 LPM, and 1500 LPM, respectively [3]. Additionally, depending on the evaporator plant design, several streams of clean and/or contaminated condensate can be merged into a stream referred to as combined condensate at ~500ppm methanol. Table 1 provides an overview of the sources and conventional management strategies of each secondary condensate type.
Steam stripping is commonly employed to treat condensates to remove the more volatile pollutants from the liquid phase. The resulting overhead gaseous stream, known as stripper off gases (SOG), contains roughly 50 wt% methanol as its main pollutant. It can be combusted in a boiler or kiln, generating approximately 0.50 GJ/ADMT of net heat. However, it is important to note that SOG often contain high levels of sulphur, which can lead to high TRS levels at the boiler stack and sticky deposits[4]. Alternatively, SOG can undergo processing with various separation equipment such as strippers, distillation columns, condensers, decanters, and reverse osmosis membranes. This process can yield valuable by-products such as 99 wt.% methanol, 98 wt.% turpentine, and other organic solvents. For instance, a 1000 ADMT/d mill could potentially produce approximately 7 MT methanol/d, which would result in an annual revenue increase of $1.7MCAD (at a value of $700CAD/MT methanol) [5].
Another less common method for treating condensate, particularly effective for smaller mills (less than 1000 ADMT/d), is the use of high-rate anaerobic internal circulation reactors. These reactors have demonstrated high removal efficiencies, with 99 percent conversion of methanol to 90 wt.% methane at a rate of 0.35m3 methane/kg COD [6,7]. Utilizing such reactors offers a cost-effective treatment option when steam is unavailable for implementing a stripping system.
Benchmarking kraft condensates
Evaluating the current sources and the quality of each stream within the secondary condensate system and comparing them with the best practices of an efficient system is a pivotal step in assessing the potential for improved condensate stream management. This assessment supports informed decision-making for the screening and segregation of condensates, with the objective of minimizing the required treatment, saving resources (energy, water, and chemicals), and enhancing overall system performance.
Typically, a kraft mill produces approximately 9m3/ADMT of secondary condensate. However, out of this volume, only clean and stripped condensate, accounting for approximately 3-6m3/ADMT, can be safely reused for pulp washing without the risk of contamination[8]. For reference, Table 2 and Figure 1 provide benchmark information on pollutant levels and typical flows of various kraft condensates. Prior to treatment, foul condensate typically exhibits pollutant levels of 7-10kg BOD/ADMT, 5-10kg methanol/ADMT, 1-2 kg turpentine/ADMT, and 1-2 kg TRS/ADMT [8]. By adopting an internal condensate segregation approach, where clean and contaminated condensates are kept separate across the evaporator effects, it is possible to selectively treat foul and contaminated condensates. This segregation enhances the potential for the reuse of secondary condensates in the pulp washing process.
Condensate management and treatment strategies
The volume and contamination level of foul condensate are interconnected with the design and performance of evaporators, as well as the percent dry solids (%DS) of weak black liquor, which is directly influenced by the water content introduced during pulp washing. Therefore, optimizing the dilution factor and washing efficiency in brown stock, oxygen delignification, and bleached stock washing processes will result in a higher %DS weak black liquor sent to the evaporators. Concentrating weak black liquor can be achieved through further optimization of causticizing and recovery boiler reduction performance, as well as chip pre-drying, which reduces the amount of water introduced from white liquor and chips [11]. An increase of one %DS in weak black liquor will result in a reduction of approximately seven percent in condensate volume.
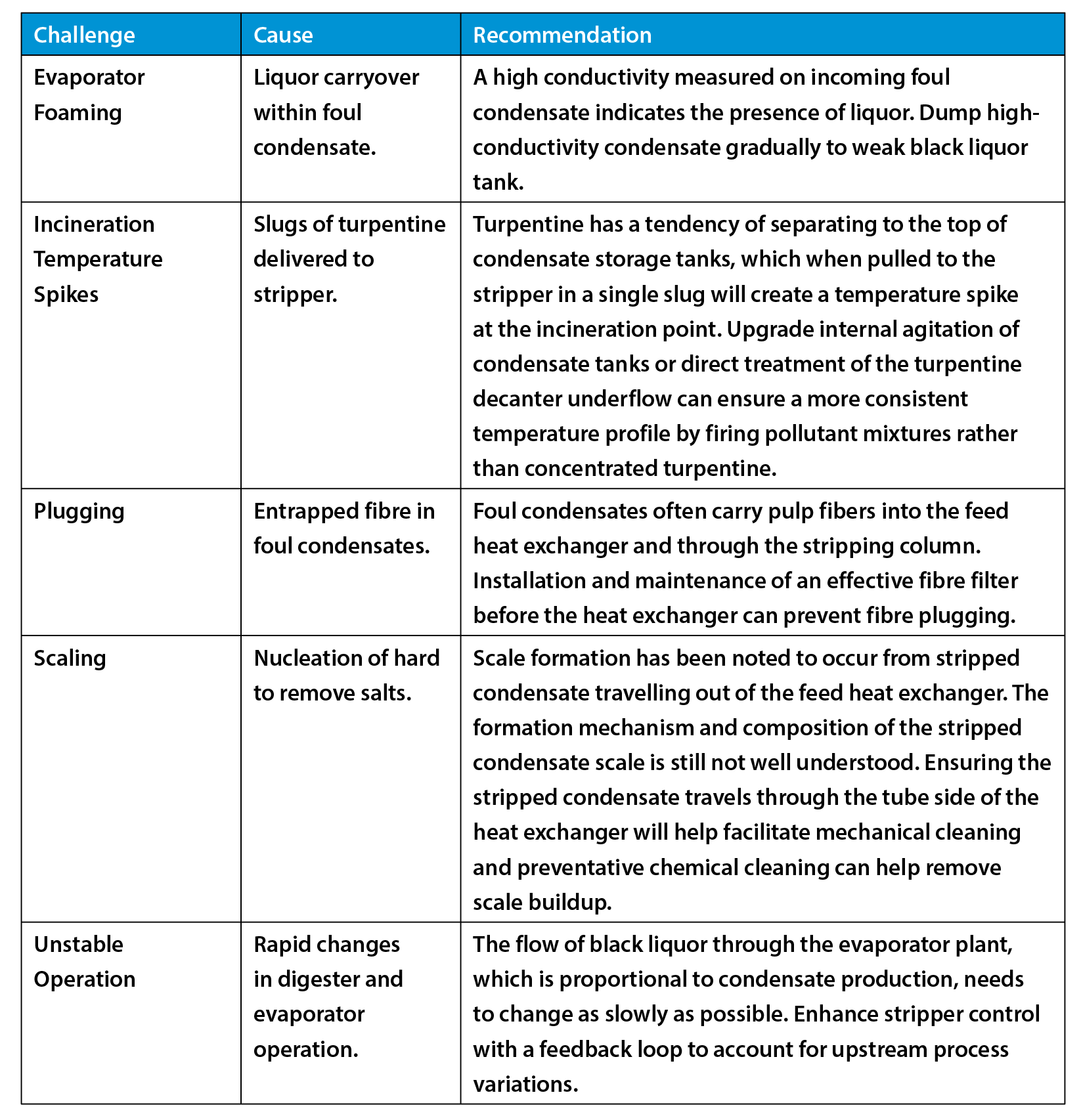
Table 3: Operational challenges of stripping systems [3]
Steam stripping is widely recognized as one of the most effective treatment methods for foul condensates. By maintaining a steam-to-condensate ratio of 15-20 percent, steam stripping technology can deliver impressive removal rates, including 98 percent BOD, 97 percent methanol, 100 percent turpentine and 98 percent TRS. Steam strippers are often equipped with reflux condensers, which enhance the overall stripping efficiency, and enable the recovery of a portion of the heat supplied to the stripper. This recovered heat can be utilized for various purposes such as steam generation, heating boiler feed water, or heating black liquor [12].
Stripping systems are commonly equipped with valve tray systems, which offer self-cleaning capabilities and the ability to maintain high stripping efficiency across a wide operating range. Additionally, these systems provide a consistent pressure drop even with varying vapour loading rates. Typically, stripping systems are partially integrated within the evaporation train, where vapour and fresh steam are supplied to the stripper, and the resulting SOG are condensed within a dedicated section of a subsequent effect. This arrangement allows for the recovery of energy to facilitate black liquor evaporation. However, partial integration introduces increased control complexity due to the interdependence of the stripping system on evaporator operation.
Operational challenges (described in Table 3) can arise during the operation of stripping systems, leading to a decline in stripping efficiency, process upsets, potential equipment damage, and even system shutdowns. To mitigate these issues, the start-up and shutdown procedures for stripping systems should be performed gradually and with care.
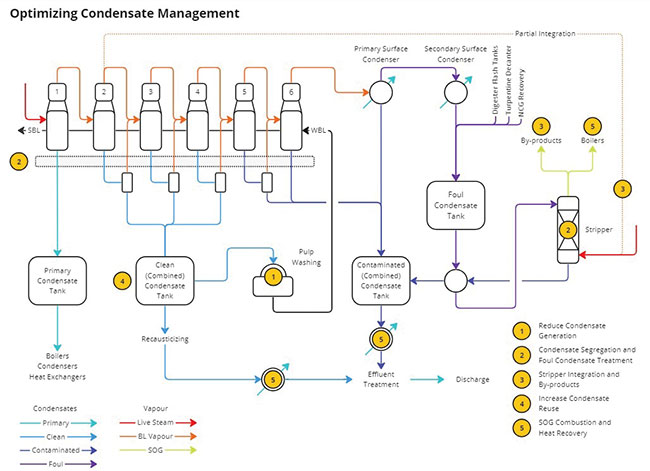
Figure 2: Optimizing condensate management and treatment strategies
Debottlenecking stripping systems
Lack of capacity or bottleneck in stripping systems remains a prevalent challenge faced by mills that are operating at or beyond their pulping design capability. Several options are available for debottlenecking stripping systems, including:
- Regular cleaning of mist eliminators, reflux surface condenser, and condensate heat exchanger;
- Increasing the heat exchanger area and number of column tray levels, where feasible;
- Replacing and adjusting column trays and packing;
- Adjusting the operating pressure and temperature of the stripper;
- Installing nozzles in the column to facilitate steam injection;
- Implicit control of foul condensate and stripper off gas (SOG) composition through recovery cycle control.
Implementing these measures can help alleviate capacity limitations and enhance the overall performance of the stripping systems.
Optimizing condensate management and treatment strategies
Developing an effective strategy for condensate management and treatment often requires following a series of sequential steps. These sequential steps are designed to minimize cross-effects, given the high level of system interaction between the chemical recovery loop, the pulping process, and the utility system. The focus is on ensuring that immediate changes to the secondary condensate system are sustainable in the long term and aligned with the mill’s overall efficiency objectives. These steps are derived from case studies and described in detail below and illustrated in Figure 2.
1. Reduce condensate generation
The generation of condensate can be minimized through various control and optimization strategies. One approach is to optimize dilution factors in pulp washing stages, including the digester, diffusers, brownstock, oxygen delignification, and bleaching. By fine-tuning these factors, it is possible to reduce the amount of water introduced into the process, thereby minimizing condensate generation. Additionally, installing mechanical seals in black liquor pumps can help prevent seal water infiltration into the black liquor, leading to reduced condensate production. The reduction of condensate should be the first step towards better condensate management and lower effluent treatment loads, subject to maximum black liquor DS concentration at the inlet of the evaporator.
2. Condensate segregation and foul condensate treatment
It is highly advisable to segregate condensate based on pollutant levels right at the evaporator and establish dedicated storage tanks equipped with control instrumentation to facilitate the collection and management of different condensates. Condensate segregation allows for the selective treatment of the foulest condensates through steam stripping, which can yield significant reductions in steam requirements. Utilizing flash tanks after each condensate extraction from an effect is one way of facilitating condensate segregation without comprising steam economy by using the flash steam to drive black liquor evaporation.
3. Stripper integration and by-products
Stripping systems can be incorporated into evaporator plants in various ways: partially integrated, fully integrated, or as stand-alone systems.
In the case of partial integration, vapour generated from black liquor evaporation, primarily from the higher effects (first or second), is combined with fresh steam to facilitate condensate stripping. This approach maximizes the efficiency of vapour utilization during evaporation by stripping the condensate.
On the other hand, full integration involves positioning the stripping system between the first and second effects of the evaporator plant toward achieving higher global energy efficiency. In this setup, all vapour produced in the first effect flows through the stripper before condensing within the second effect. However, it is worth noting that full integration results in a 10 to 15 percent reduction in stripper capacity compared to partial integration, mainly due to pressure loss considerations. Thus, a techno-economic analysis comparing the degrees of stripper integration may be applied to assess trade-offs (energy/stripper performance) and support the decision towards selecting an optimal integration design.
Alternatively, stand-alone systems operate only with fresh steam and are not interlinked with the vapour streams of the evaporator plant. This independence allows them to function separately from the evaporator plant and yields cleaner stripped condensates through the exclusive use of fresh steam. This reduces however the net energy efficiency.
As previously discussed, methanol, which constitutes a large portion of SOG and is the primary contributor to the BOD in condensates, can be processed into a valuable by-product through a purification system. This purification system typically consists of a turpentine decanter followed by two distillation columns with reflux condensers and concludes with a reverse osmosis membrane for final polishing of the purified methanol. The purification process results in the production of highly purified biologically sourced methanol (99wt.%), which holds significant value in the market, especially towards decarbonization efforts. The purified methanol can be commercialized or utilized as a chemical input in the chlorine dioxide generation process for pulp bleaching.
4. Increase condensate reuse
Increasing the reuse of condensates in various washing processes such as lime mud, brown stock, oxygen delignification, and bleaching, and as a makeup water in recausticizing, can effectively reduce the load on effluent treatment and the overall mill water demand. Brown Stock Washing, for example, typically requires 10 to 13 m3/ADMT water, part of which (6 to 9 m3/ADMT) can be replaced by treated condensates. The objective is to maximize the reuse of condensates at the lowest purity possible without compromising performance.
5. SOG combustion and heat recovery
Combusting SOG and incorporating stripping reflux condensers is a highly effective heat recovery strategy that allows for the recuperation of the heat necessary to operate stripping systems. This approach also aids in improving steam utilization and replacing some fossil fuel firing in boilers. By implementing this strategy in tandem with increased condensate reuse, mills could reconfigure and optimize the heat exchanger network. This involves the transfer of heat from condensates before they are directed to effluent treatment.
Flash tanks, as mentioned earlier, also allow for another degree of freedom when operating an evaporator plant. By reducing the operating pressure of the flash tank, more flash vapour will be generated, which recovers heat and improves the steam economy. However, the produced condensate from the tank will be at a lower temperature, which may require additional heating depending on its end use. Furthermore, by transferring heat from condensates before they undergo effluent treatment, the temperature of the effluent stream can be lowered, which may enhance the efficiency of subsequent treatment processes. This approach allows for more efficient utilization of thermal energy, reduces the environmental impact associated with effluent treatment, and promotes sustainable operation in the pulp and paper industry. Heat recovery from condensates can also help alleviate seasonal warm water deficits.
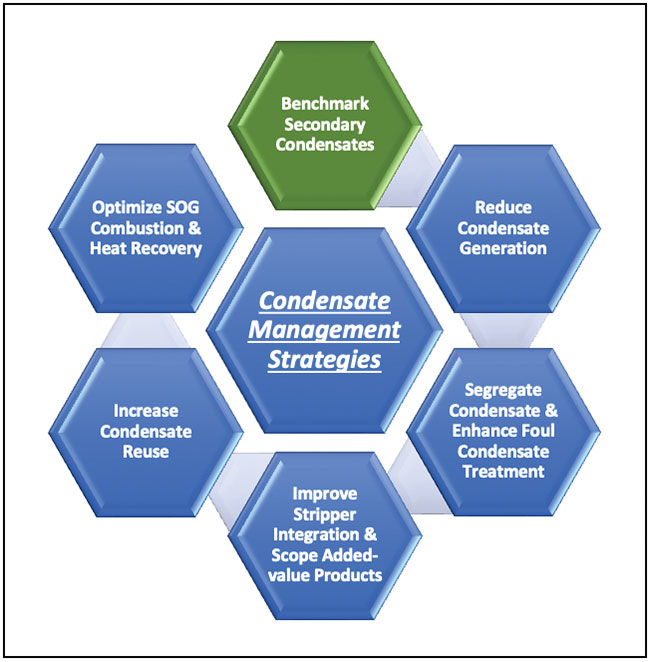
Figure 3: Condensate management strategies in a nutshell
Conclusion
The chemical recovery cycle and secondary condensate system are at the core of the chemical and energy performance of kraft mills. Optimizing these systems could improve a mill’s overall process efficiency and economics. Several insightful steps are proposed and prioritized as strategies to enhance condensate management prior to effluent treatment and discharge, to improve the overall site efficiency: reducing condensate generation, condensate segregation and foul condensate treatment, optimizing stripping integration, and increasing condensate reuse and heat recovery can all contribute to lowering the environmental impacts of pulp and paper mill effluents. In most cases, this can be achieved in a cost-effective manner by improving energy recovery and the production of valuable chemicals and fuels.
Kraft foul condensates, which are characterized by high levels of BOD, toxicity, and odour, must undergo treatment most often through steam stripping to comply with the Pulp and Paper Effluent Regulations (PPER). In some mills, proposed changes to the PPER may necessitate greater removal of pollutants, and control of pH and temperature in kraft mill condensates prior to the effluent treatment plant.
Avoiding the dilution of contaminated and foul condensates with clean condensates is a best practice to prevent lowering performance and bottlenecking strippers. Moreover, enhancing in-process condensate stripper treatment, it not only alleviates the load on the effluent treatment but also consolidates the foundation for added value pathways: bioenergy/methanol.
References
[1.] Pulp and Paper Effluent Regulations SOR/92-269. Minister of Justice, 2023. Available at: https://laws-lois.justice.gc.ca/eng/regulations/SOR-92-269/FullText.html
[2] Pulp and Paper Effluent Regulations Annual Report. ECCC, 2021. Available at: https://publications.gc.ca/site/eng/9.898066/publication.html
[3] The Basics of Foul Condensate Stripping. A. H. Lundberg Systems Ltd., 2017. Available at: https://www.ahlundberg.com/technical-paper/
[4] Effects of SO2 on superheater fouling in kraft recovery boilers. H. Tran, C. A. Brown and A. K. Jones, Recovery Boilers, 2008. Available at: https://tspace.library.utoronto.ca/bitstream/1807/98524/1/J085%20-%202008%20Effect%20of%20SO2%20on%20Superheater%20Fouling%20in%20Recovery%20Boilers.pdf
[5] Valmet Methanol Purification – Unleashing the green value of methanol. Valmet, 2020. Available at: https://www.valmet.com/insights/articles/pulp/unleashing-the-green-value-of-methanol/
[6] Full-scale Anaerobic Treatment experiences with Pulp Mill Evaporator Condensates. TAPPI, 2002. Available at: https://imisrise.tappi.org/TAPPI/Products/env/ENV02183.aspx
[7] Anaerobic Treatment of Condensates: Trial at a Kraft Pulp and Paper Mill. Domtar Papers, 2001. Available at: https://www.jstor.org/stable/25045467?seq=7
[8] Best Available Techniques (BAT) Reference Document for the Production of Pulp, Paper and Board. Joint Research Centre, Institute for Prospective Technological Studies, European Commission, Publications Office, 2015. Available at: https://op.europa.eu/en/publication-detail/-/publication/fcaab1a5-d287-40af-b21c-115e529685fc/language-en
[9] Potential Impact of Condensate Handling on Kraft Mill Odour, Pulp and Paper Research Report No. 1439, Paprican, 1999
[10] Benchmarking of condensate stripper efficiency, quality, and reuse at kraft mills: Impact on treatment system loading. B. O’Connor, S. Ellis, FPInnovations Pulp and Paper Research Report No. 1976, February 2016
[11] The effect of dead load chemicals in the kraft pulping and recovery system. TAPPI JOURNAL, 2009. Available at: https://www.researchgate.net/publication/289853467_The_effect_of_dead_load_chemicals_in_the_kraft_pulping_and_recovery_system
[12] Condensate Stripping System. A. H. Lundberg Systems Ltd., 2023. Available at: https://www.pulpandpaper-technology.com/products/ah-lundberg-systems-limited/condensate-stripping-system
Print this page