News
SELECTING THE PROPER PACKAGE FOR MAXIMIZING BEARING LIFE AND PERFORMANCE
February 1, 2000 By Pulp & Paper Canada
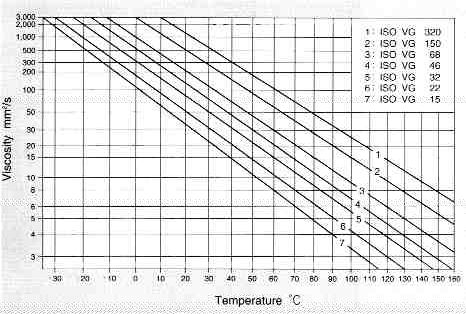 Fig. 1. Relation between lubricating oil viscosity and temperature.
Fig. 1. Relation between lubricating oil viscosity and temperature. Companies operating in today’s competitive market are anxious to maximize bearing performance to limit downtime and improve profitability. Yet in many cases, bearing product selections are made based …
Companies operating in today’s competitive market are anxious to maximize bearing performance to limit downtime and improve profitability. Yet in many cases, bearing product selections are made based on catalogue information that can be easily misunderstood. Not enough emphasis is placed on evaluating the operating conditions and the necessary requirements for successful bearing performance.
Probably the least understood element of bearing service is the bearing’s actual operating temperature. Possibly the most confusing issue of bearing technology is the level to which the bearing is heat stabilized relative to what is actually needed for successful performance. In the vast majority of applications, bearings operate within the range of 40 to 70C. A “hot” running bearing is a relative term since one can not hold their hand for long on a 60C bearing housing. This temperature may feel hot but anti-friction bearings can operate quite successfully in this range. In fact, most anti-friction bearing steels will successfully operate up to temperatures of 120C (248F) without any detrimental effect on bearing life.
Let us examine some influencing factors that govern successful bearing operation at elevated operating temperatures.
Determining the actual operating temperature of the bearing: This is of primary importance when selecting the bearing features that are required. The bearing’s running temperature is a result of a number of application specific characteristics such as ambient temperature, load, speed, and lubrication method.
Some bearing housings are fitted with temperature probes that are set close to the bearing load zone. These temperature readings are fairly accurate. However, temperatures are usually taken from somewhere in the near vicinity such as the outside of the bearing housing. While these data are useful as a starting point, they must be adjusted. Typically, the housing temperature should be increased by 10 to 20C (depending on operating conditions) to give the actual bearing temperature. Similarly, the rotating ring in a bearing will run hotter than the stationary ring and a further adjustment may be necessary to determine the maximum component temperature. This adjustment may be in the 5 to 10C range.
Effect of temperature on bearing internal clearance: Bearing initial internal clearance is the amount of space between rings and rolling elements that a bearing has before installation on the shaft and in the housing. The level of interference fit and the temperature difference between the inner and outer ring determine effective clearance of a bearing under operating conditions. As the operating temperature increases, a higher radial internal clearance is demanded for satisfactory operation.
Effect of temperature on lubrication: A lubricant’s two main objectives are to remove heat from the bearing and separate the rolling elements from the raceways. Separation is accomplished only if the lubricating oil has adequate viscosity at the operating temperature. There are many lubricants available with a multitude of properties; however, the single common factor is that lubricant viscosity decreases with increasing operating temperature.
Given the required lubricating oil viscosity information in Table I, one can see from Fig. 1 that typical lubricating oil viscosity’s can rarely meet these requirements above operating temperatures of 90 to 130C.
At high temperatures, most lubricants cannot provide the required viscosity, allowing the rolling surfaces to contact and wear. Furthermore, most lubricants will deteriorate more rapidly at high temperatures, sometimes generating abrasive by-products. In these cases, the lubrication properties have to be reviewed and special accommodations such as oil circulation may have to be considered to reduce the operating temperature.
Determining the proper bearing heat stabilization: Anti-friction bearings require a high degree of hardness (58 to 64HRC). In order to achieve this, the bearing steel is heated to temperatures exceeding 1000C and then rapidly cooled, or quenched. At this point, the material is hard but dimensionally unstable. The steel is stabilized by reheating, or tempering, which determines the final size of the bearing component.
The objective during the heat stabilization is to provide acceptable dimensional stability while maximizing bearing life and performance. ISO defines as acceptable, a dimensional change of 0.015% over a 2500-hour period. In other words, a 0.015-mm (0.0006-in.) change in bore size of a 100-mm (3.937-in.) bore bearing.
The tempering temperature is the temperature to which the bearing is heat stabilized and is much higher than the recommended maximum operating temperature of 120C previously mentioned. Higher tempering temperatures are used to accelerate and judge the material changes such that the ISO criteria are met and to provide high temperature heat stabilization (dimensional stability). However, higher heat stabilization is rarely desired under normal operating conditions because it results in a loss of material hardness, thus allowing accelerated bearing wear.
The custom package
It is important to note that the aforementioned considerations are given for continuous operation at a steady temperature. Short periods of elevated bearing temperatures (such as when a bearing heater is used during installation) have little effect on the bearing steel. However, lubrication, clearance and heat stabilization do all affect each other.
For instance, it does not make sense to use a high-temperature lubricant with low internal clearance as the bearing is likely to preload itself at high temperatures, normal loads and normal speeds. Similarly, it follows that heat stabilization well above the capabilities of the lubricant or internal clearance offers no benefit in terms of bearing performance. In fact, it can be a detriment.
Higher heat stabilized bearings are available if needed for special conditions. However, they are rarely required because of limitations of other elements in the system. Due to the associated loss of material hardness during the tempering process, only appropriately heat stabilized bearings can provide the user with maximum bearing life and limited component wear.
| Maximizing overall bearing performance should be the goal. Therefore, it is always important to explore the lubricant, internal clearance and heat stabilization as a package to determine the combined performance at the actual operating temperature. Generalization or standardization of any of these components is ill advised and should be closely scrutinized in any operation. | P&PC |
Marcus Wickert, assistant manager of engineering, NTN Bearing Corporation of Canada, Mississauga, ON.
TABLE I. Required lubricating oil viscosity for bearings.
| Bearing type | Dynamic viscosity | ||
| mm2/s | Ball bearings, cylindrical roller bearings, needle roller bearings | 13 | |
| Spherical roller bearings, tapered roller bearings, needle roller thrust bearings | 20 | ||
| Self-aligning roller thrust bearings | 30 |
Print this page