Features
Equipment & Systems
Paper
Pulp
Improving lateral stability: Tools to solve problems of web misregistration and baggy rolls
May 24, 2022 By J. David McDonald
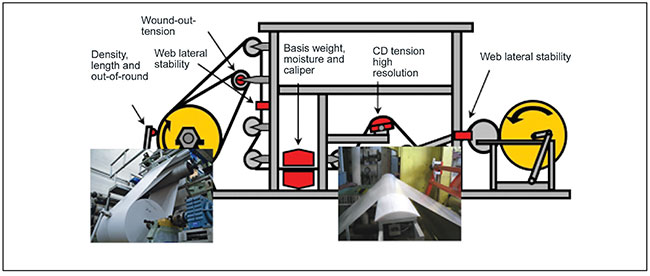 Figure 1: Schematic representation of the measurements performed on the roll testing equipment. The unwind is on the left. Photos: FPInnovations
Figure 1: Schematic representation of the measurements performed on the roll testing equipment. The unwind is on the left. Photos: FPInnovations Lateral (cross-direction) web movement on printing and converting equipment can cause wrinkles, misregistration and breaks. When this problem is common to all paper suppliers, the cause is likely either misalignment or a poorly functioning lateral position control of the press and should be solved there. However, if the problem only occurs with paper from a single supplier or a single paper machine, the cause is likely due to paper properties. This becomes a challenge for the papermaker to identify the root cause and implement a solution.
Misregistration in printing is an example of a problem created by the lateral movement of the web. In four or eight colour offset lithography printing presses, each colour is applied successively in separate printing stations. If the web shifts laterally between units, the colours will be applied in different positions.
What causes webs to move laterally? Baggy webs provide a clue. Webs that have a baggy edge in an open draw are prone to move laterally towards the slack edge. This is the result of an uneven machine direction (MD) tension profile in the cross direction (CD). The visual slackness can be reduced by increasing the draw and the average tension but this increases the probability of a web break. The uneven tension profile remains and no amount of spreading can correct this problem. In severe cases of bagginess, the only solution is to reject the roll.
Bagginess is typically caused by local, permanent expansion of paper in the machine direction. The paper has been extended in papermaking and the web is actually longer in the baggy areas in comparison to the adjacent taut areas. This can be demonstrated and quantified by measuring the length of long MD strips of paper taken from several CD positions. Strips of greater length are positions where the web has been permanently elongated and exhibits lower tension in unsupported spans.
Bagginess is an extreme example of a poor CD tension profile. Visual inspection can be used to evaluate the effect of process changes to alleviate the problem. However, lateral movement can occur even when the web appears flat in the open draw. The tension profile can be skewed but not to the point of causing bagginess. In addition, variations in draw can cause the web to oscillate laterally.
Measuring CD tension is an important step in determining the underlying cause of bagginess and lateral web movement. Although there are a number of commercial devices to measure the cross-direction tension profile, few are installed on commercial machines.
To address this issue, Frederic Parent and Jean Hamel of FPInnovations measured the CD tension profiles of commercial paper rolls up to 1.27 metres wide that were exhibiting problems with bagginess [2] or lateral stability [1] on equipment called Roll Testing Facility (RTF) (Figure 1). This was done at high resolution (2.5 centimetres) using a tension beam equipped with load cells (Figure 2). This facility was equipped with two pairs of laser beam sensors to measure web lateral stability and a Honeywell-Measurex scanner to measure basis weight, moisture and thickness (Figure 1). These measurements, combined with those made in commercial printing plants, were used to identify the underlying paper properties and paper machine operating factors that contribute to bagginess [2] and lateral instability [1]. Based on this understanding, changes were made to the operation of the paper machines which leveled the CD tension profile and corrected these problems. This was verified by means of measurements on the RTF and observations in the commercial pressrooms.
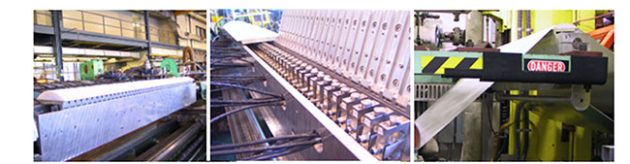
Figure 2: The tension beam installed on the lathe during its fabrication (left), inside view of the 50 load cells (centre) and the beam in operation with paper on it (right) [1].
The tensile stress σ of a web in an open draw is proportional to strain (draw) as well as the properties of the paper:
σ = E (ϵ – ϵ0)
where:
- E is the machine-direction modulus
- ϵ is the strain (draw)
- ϵ0 is the permanent strain.
This stress is related to the more commonly measured “tension”, T by the web thickness t:
If the components of the printing press are perfectly aligned and the paper properties are uniform in the CD direction, the tensile stress will also be uniform in the CD. Problems arise if either the elastic modulus (E) or the permanent strain (ε0) is not uniform in the cross-direction. This leads to uneven stress in the open draw. But what is the source of the unevenness?
The elastic modulus profile could be skewed by cross flows from the headbox leading to uneven fibre alignment or time varying changes caused by pressure pulsations in the stock system. Although some printing presses have lateral position control, generally this can’t compensate for movements that are too quick or severe. The solution requires adjustments to the headbox or the stock approach system.
Permanent strain in the MD can be increased by calendering and by elongation in the dryer section. When paper is calendered to improve surface smoothness, its thickness or caliper is reduced and the paper is lengthened in the machine direction. Over-calendered areas will be areas of lower tension because of greater permanent strain.
Possible calendering problems include the positioning and operation of cooling air showers or heating coils, or uneven nip loading due to poor roll grinding or roll wear. The nip load profile may not be level due to incorrect crowns of solid rolls or the settings of variable crown rolls
In the dryer section, the degree of permanent strain depends on the moisture content of the paper. Wetter paper leads to larger permanent strain in the dried paper. Thus, an uneven moisture profile entering the dryers will cause a non-uniform permanent strain profile and ultimately an uneven tension profile in the dry paper.
There are multiple causes and solutions for uneven moisture profiles. They can originate in the cross-machine profiling systems such as steam showers or uneven nip loading in the press section. CD positions that are exposed to less heating or lower nip load will be wetter entering the dryers. Adjustments to the heating system or levelling the nip load profile may be necessary. For variable crown rolls, the profile can be levelled with the online controls. With fixed crown rolls, grinding can correct for wear or improper crown profiles. Another source of moisture streaks is felt plugging. Compounding the difficulties in addressing these problems is the lack of on-line measurement of moisture after the press section
In summary, four key cross-direction profiles that affect CD tension profiles were identified: basis weight, caliper, MD modulus and moisture entering the dryer section. Thus, the aim is to have an even distribution in all four properties. Most machines have CD scanners for basis weight and caliper between the calender stack and reel. However, modulus of the dry paper and moisture before the dryers is not typically measured. Off-machine measurement of CD tension combined with lateral position sensors has proved to be an excellent tool to diagnose and solve problems with bagginess and lateral stability in printing and converting.
More details about the diagnosis and solution to these problems are given in the following references.
- Parent, Frederic, Hamel, Jean and McDonald, J. David, Web lateral instability caused by nonuniform paper properties. Tappi J. 21(1):9(2022).
- Parent, Frederic, Hamel, Jean and McDonald, J. David, A Guide to Eliminating Baggy Webs. Tappi J. 20(6):365(2021).
- For further information, contact frederic.parent@fpinnovations.ca.
J. David McDonald is president of JDMcD Consulting Inc., an adjunct professor at McMaster University and a PAPTAC Fellow.
Print this page