Features
Bioeconomy
Energy Management
Pulp
Research & Innovation
Increasing cogeneration in Canadian pulp and paper mills: Part 3 – New installations in kraft mills
August 17, 2021 By E. Bernier, S. Eskandarifar, A. Hammache, & S. Bédard, CanmetENERGY
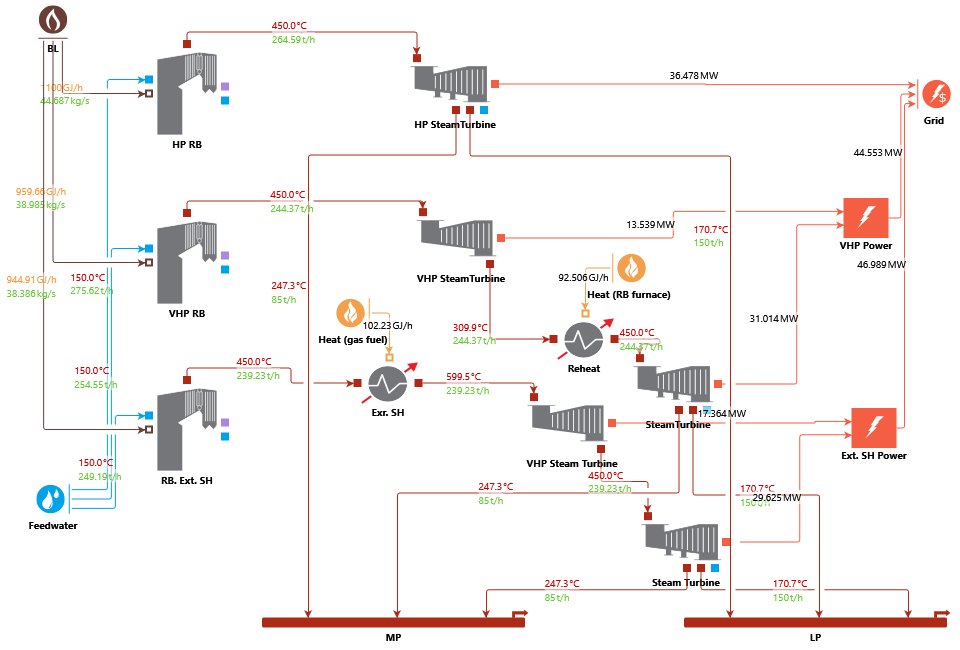 Figure 1. Screenshot of re-heat and external superheat options in COGEN. Image: CanmetENERGY
Figure 1. Screenshot of re-heat and external superheat options in COGEN. Image: CanmetENERGY By Etienne Bernier, Sara Eskandarifar, Abdelaziz Hammache (corresponding author), and Serge Bédard
Natural Resources Canada, CanmetENERGY, Industrial System Optimization Group
Read Part 1 of this paper: Increasing cogeneration in Canadian pulp and paper mills: Part 1 – Operational optimization
Read Part 2 of this paper: Increasing cogeneration in Canadian pulp and paper mills: Part 2 – New installations in non-kraft mills
Abstract
With Canada’s 2050 net-zero emissions target, pulp mills must adapt to increased carbon taxes, potentially higher biomass costs, and the possibility of becoming a negative emissions industry. Cogeneration plays a central role in how mills can reduce production costs and find new revenue streams.
In kraft mills with aging boilers, a promising option is to rebuild the boilers with re-heat configurations, for additional electricity generation between eight and 23 MW/ktpd (megawatts per 1000 tons per day of pulp production). A riskier option is to gasify the hog fuel and/or black liquor for hydrogen-based combined cycle cogeneration, for additional electricity generation between 27 and 120 MW/ktpd. In the long term, configurations that can capture carbon, operate intermittently to balance wind power, and/or export green hydrogen may have a competitive edge.
Without rebuilding the boilers, the most promising option is to add indirect contact economizers to the boiler and lime kiln flue gases to preheat the boiler feedwater immediately upstream of the deaerators, for additional electricity generation of about 5.5 MW/ktpd by an existing condensing steam turbine. Gas turbine cogeneration is possible by reusing the turbine exhaust as combustion air for the lime kiln, but this application provides much less benefits.
1. Introduction
Kraft mills in Canada face the challenge of reducing operating costs, including energy costs. In addition to numerous energy-saving initiatives, several mills have installed or upgraded green power generation systems in the last decade.
Steam turbines are the primary generator of electricity at most kraft mills in Canada, while providing the vast majority of their thermal needs at temperatures below 200°C. Most of the recent additional power generation capacity has been developed using condensing steam turbines fed by biomass boilers, with very low overall efficiency and adding no real cogeneration.
CanmetENERGY conducted a research project to determine what types of capital expenditures would increase cogeneration and bring in new sources of electricity revenue. This research was summarized in Part II of this series for the pulp and paper sector in general, and in this article for kraft mills in particular. This research complements past experience with supervisory-level optimization in pulp mill cogeneration systems, which was summarized in Part I of this series.
2. Increasing kraft mill cogeneration through major investment projects
Based on the analysis presented in Part II, the theoretical potential for increasing cogeneration in kraft mills is limited to a few broad categories:
- Increase pressure ratios and the steam temperature for steam turbines;
- Add gas turbines using syngas from black liquor and/or hog fuel gasification; and
- Produce electricity from waste heat.
The need to eventually replace aging boilers is a major opportunity to achieve higher electricity generation through topping and bottoming cycle cogeneration rather than inefficient steam paths such as condensing.
2.1 Kraft mills with aging boilers
From a thermodynamic perspective, it is more important to increase the pressure of the steam in the boiler than its temperature. A relatively high temperature is necessary to avoid excessive condensation in the turbines, in addition to providing some efficiency gains. The difficulty of finding materials to build superheaters in corrosive combustion environments limits their temperature.
Coal-fired boilers have long used re-heating cycles to increase the pressure in the steam drum while limiting superheater temperature and turbine condensation. Babcock & Wilcox (B&W) has proposed a 2,500 psig re-heat recovery boiler design (B&W, 2009), but it has no known implementations. The most reasonable re-heating configuration for a kraft mill modernization project is to generate very high pressure, moderate temperature steam, expand it to the legacy pressure (600 psig or 900 psig), and return it to the boiler to re-heat it to the legacy temperature. This allows the use of the existing steam turbines, while rebuilding the recovery boiler and power boiler at different times. Only one new turbine would be required, taking the steam at very high pressure (2,500 psig or more) and discharging it at high pressure (600 psig or 900 psig).
An alternative, although not proposed by any boiler manufacturer so far, is to use an external superheater using gaseous fuels (natural gas, biogas, syngas, some non-condensable process gases) in a non-corrosive combustion environment. Simulations using CanmetENERGY’s COGEN software (see Section 3) showed that the efficiency of an 1,800 psig/560°C external superheated cycle is equivalent to a 2,400 psig/850 psig/450°C reheat cycle, while a 2,250 psig/600°C cycle performs better (Figure 1). It also showed that taking the increment in gaseous fuel in isolation, the power generation efficiency (62 per cent HHV) is superior to a combined cycle.
Assuming a fixed total fuel input, the power generated by the new very-high-pressure turbine is partially offset by a decrease in power from the condensing turbine. COGEN showed a net increase in power generation of eight MW/ktpd, for a recovery boiler conversion alone, plus a proportional amount for a power boiler conversion, and even more if the combined boiler flue gas is used to dry hog fuel. If there is no condensing turbine, re-heating requires more fuel but generates more power. In this case, rebuilding all the boilers and drying the hog fuel results in a net increase in power generation of around 23 MW/ktpd. With the external superheat option, some of the increased fuel purchases may involve natural gas rather than hog fuel, which would increase site GHG emissions, a potential drawback of this configuration.
To increase cogeneration further, gasification of hog fuel and/or black liquor is required to allow the installation of gas turbines. This would represent a significant increase in project risk, notably because black liquor gasifiers are not yet well demonstrated at full scale. Gasification converts hog fuel and black liquor into a syngas composed primarily of carbon monoxide (CO), carbon dioxide (CO2) and hydrogen (H2). Gasification allows new opportunities, including pre-combustion carbon capture with net-negative CO2 emissions for the entire mill, combined cycle cogeneration using a hydrogen gas turbine, and debottlenecking the recovery boiler for additional pulp production. Gasification also allows chemical synthesis at the expense of cogeneration (see Section 4).
Cogeneration performance with gasification was evaluated using COGEN for a 1000 tpd kraft mill steam system without a condensing turbine. Black liquor and hog fuel gasifiers and a gas turbine were added with standard efficiencies. A heat recovery steam generator (HRSG) produces superheated steam at two existing steam pressures (850 and 60 psig), and waste heat from the HRSG exhaust is used to dry hog fuel for the gasifier. A parasitic electrical load is added for air separation, but not for CO2 separation. This is compared to re-heat boilers using the flue gas to dry hog fuel, which is still a lower capital cost option, but certainly not cheap and not as suitable for carbon capture (post-combustion only). A condensing cycle is also used to comparatively match the re-heat boiler loads to gasifier loads, as shown in Table 1.
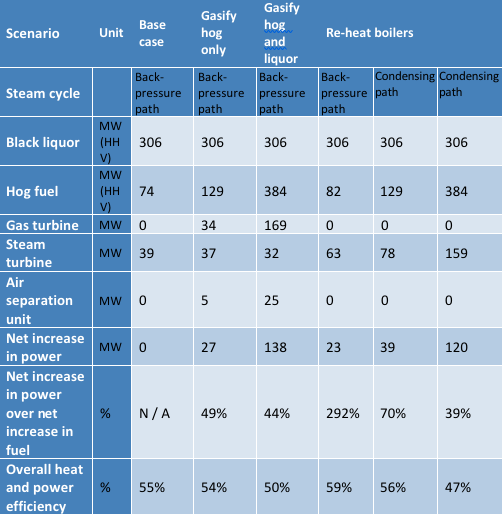
Table 1. COGEN optimization comparative results for biomass gasification and re-heat boilers in a 1000 tpd kraft mill. Image: CanmetENERGY
The results show that, although the backpressure gasification cycle is more efficient, by all metrics, than the condensing reheat cycle (32 per cent efficient using incremental hog fuel), re-heat boilers may provide a more valuable utilization of hog fuel in a dynamic electricity market. This is because the condensing reheat cycle can be operated very efficiently at the minimum condenser load during off-peak hours, while potentially providing more electricity when highly valuable, without locking in a significant need for increasingly expensive hog fuel sources.
In comparison, when hog fuel and black liquor are fully gasified, the minimum hog fuel consumption to meet process steam demand (384 MW) becomes unacceptably large for most mills. The hog-only gasification option uses less fuel more efficiently, but is not thermally self-sufficient for fuel drying, requiring an external heat source, while providing less new electricity (27 MW) than its reheat counterpart (39 MW). Black liquor-only gasification has the opposite problem of lower efficiency and surplus heat.
Pre-combustion carbon capture, which preferably requires oxygen-blown rather than air-blown gasification, enables kraft mills to have separate H22 and CO2 streams and is likely to be an essential complement to gasification in kraft mills for two reasons. The first is that gas turbine manufacturers may not be willing to redesign sophisticated combustors for all possible syngas compositions for each turbine model, so relatively pure hydrogen may be the only gas turbine fuel other than natural gas that can be standardized in the near future.
The second reason is that it creates a readily marketable stream of concentrated biogenic CO2, whether for geological sequestration (CCS) or processing and utilization (CCU). This CO2 could become very valuable in a low-carbon future, when there is a large difference between the cost of capture and the price of carbon, in addition to the marketing value of a negative carbon footprint. Several net-zero modeling studies conclude that reaching carbon neutrality by 2050 will require a considerable amount of carbon capture and sequestration in Canada and elsewhere, especially from biogenic sources. This confirms an emerging opportunity for kraft mills to become carbon-negative through cogeneration systems using pre-combustion, oxy-combustion or post-combustion CO2 capture.
2.2 Other opportunities
Other than replacing boilers, kraft mills have few options to increase cogeneration, as most heat users are served by steam turbines and thus already benefit from highly efficient cogeneration. Potential minor upgrades, other than the supervisory controls presented in Part I of this series, can be made to combustion air systems, hog fuel handling and storage, and heat recovery within the steam plant.
The lime kiln is a heat consumer that does not benefit from cogeneration using steam and is a significant CO2 emitter. This research examined several combinations of gas turbine cogeneration (topping cycle) and/or fuel switching to biomass, in terms of computational fluid dynamics and system integration. Only gaseous fuels were considered, so that they could be partly used in a gas turbine and avoid introducing non-process elements. The gas turbine exhaust can be introduced into the kiln combustion air, but the cogeneration potential was estimated to be less than 1.5 MW/ktpd, after excluding the primary air, which is closely linked to the burner design, and the portion of the secondary air that can be effectively heated by the lime produced.
This low cogeneration potential is not surprising since calcination occurs at much higher temperatures than gas turbine exhaust and cannot benefit directly from this heat. It should be noted that all cogeneration and/or fuel switching configurations without oxygen enrichment would require a redesign of the burner (turbine and/or kiln) and would generate a lower flame temperature, resulting in lower capacity (kiln de-rating) and loss of efficiency (higher stack temperatures). In the long term, there are probably better prospects for deep decarbonization of lime kilns through CO2 capture associated with oxy-firing, external combustion, electrothermal or electrochemical technologies, as the emission reduction can be tripled (thus net negative) compared to fuel switching. Until these new kiln technologies are developed, it seems preferable to switch fuels using the simplest configurations and without cogeneration.
Kraft mills can also increase bottoming cycle cogeneration by using waste heat from the flue gas to generate electricity. Three competing options are the organic Rankine cycle, the HRSG generating low-pressure steam, and acid-resistant indirect contact economizers to preheat boiler feedwater immediately upstream of the deaerators. The latter two options would generate electricity in an existing condensing steam turbine; otherwise, fuel can be saved. Indirect contact economizers generate the most additional electricity: up to 5.5 MW/ktpd (3.0 MW/ktpd from the recovery boiler, 2.0 MW/ktpd from the power boiler and 0.5 MW/ktpd from the lime kiln), when including what could also be heated using kraft process effluents.
3. COGEN software
As presented in Part I of this series, CanmetENERGY has developed COGEN, a software package to help Canadian industries optimize cogeneration systems (Figure 1). COGEN has been used extensively in this work, notably to model what-if scenarios for re-heat boilers, syngas turbines and HRSGs, boiler feedwater preheating, flash dryers (see Part II of this series) and lime kilns.
4. Emerging trade-off between cogeneration and green hydrogen
Canada’s goal of zero emissions by 2050 provides kraft mills with a unique opportunity to become carbon-negative and sell increasingly valuable CO2 in a reusable or sequestrable form. To facilitate CO2 separation and achieve higher cogeneration efficiencies, hydrogen is emerging as a promising energy vector (see Section 2.1). Simultaneously, the electricity grid is likely to evolve to assign little value to cogenerated electricity during off-peak hours and/or during periods of high wind (see also Section 4 of Part II of this series).
Instead, the grid would reward dispatchable loads capable of balancing intermittent renewables, such as electrical boilers (intermittent with a natural gas or hydrogen backup boiler), liquor pre-evaporation by vapour recompression (intermittent with backup liquor storage), and possibly electrical lime kilns (intermittent with backup lime and lime mud storage).
In this context, one might ask whether kraft mills should at some point diversify their product mix by producing green hydrogen for chemical synthesis, while obtaining process heat by means other than combustion-based cogeneration, especially off-peak. Hydrogen products could include renewable natural gas, methanol, ammonia, other liquid fuels, or direct use in vehicles in nearby communities. Figure 2 illustrates what a kraft mill’s utility system might look like in 2050, among the many options CanmetENERGY will continue to evaluate over the next few years.
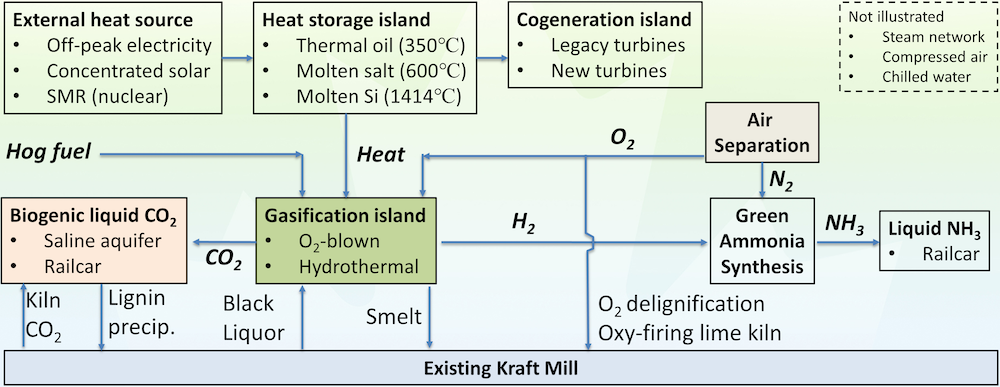
Figure 2. One possible carbon-negative kraft mill utility system in 2050. Image: CanmetENERGY
5. Conclusions
This study examined several new industrial cogeneration technologies and determined which investments have the best prospects for increasing cogeneration in pulp and paper mills.
Kraft pulp mills have the highest heat load and, therefore, the widest range of options in the forest industry. Backpressure steam turbines remain an essential component of high-efficiency industrial cogeneration. The options with the greatest potential for additional electricity generation, re-heat boilers and gasification, are only available at the end of the life of existing boilers and are still considered risky (especially black liquor gasification). Heat recovery projects can also provide modest improvements in cogeneration performance.
New cogeneration investments require a long-term perspective, considering that the future smart electric grid environment may favour intermittent rather than base-load operation, while emerging applications such as chemical synthesis could consume increasing amounts of hog fuel. In a net-zero emissions policy context, kraft mills have the opportunity to become major providers of negative emissions achieved through carbon capture in both combustion and non-combustion systems, as well as through chemical synthesis.
Acknowledgments
The authors are grateful for the financial support received from the Program on Energy Research and Development (PERD-3A03-001) and the Forest Innovation Program of the Canadian Forest Service, at Natural Resources Canada.
References
B&W (2009), Dual Pressure Reheat Recovery Boiler: Generate green power and reduce energy costs, http://www.babcock.com/en/resources/-/media/f2ffb7ec011542118889117117818c41.ashx.
Print this page