Features
Pulp
Research & Innovation
The future of low-consistency refining
Leveraging latest technologies and innovations to improve quality and reduce costs for a stronger future.
November 20, 2023 By Martin Fairbank, ph.d.
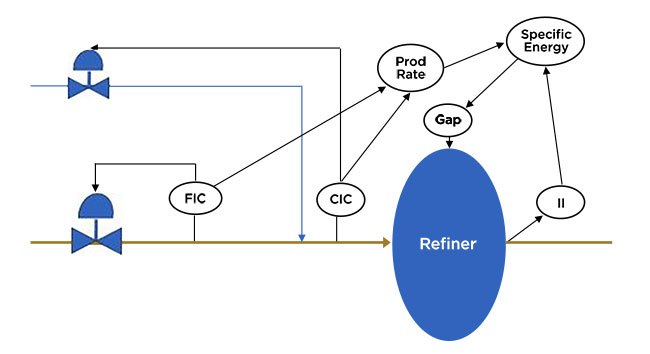 Specific energy control varies the gap between refiner plates in order to apply a constant amount of energy per dry tonne of pulp; FIC = flow of pulp; CIC = consistency of pulp; II = energy to refining motor
Images: PaperWeek Canada 2023 presentation by Pat Dixon
Specific energy control varies the gap between refiner plates in order to apply a constant amount of energy per dry tonne of pulp; FIC = flow of pulp; CIC = consistency of pulp; II = energy to refining motor
Images: PaperWeek Canada 2023 presentation by Pat Dixon Low-consistency refining is an important step before chemical, semichemical or recycled pulp is sent to the paper machine. In refining, shear and compressive forces are applied to develop flexibility, increase surface area and ultimately improve pulp strength and smoothness. However, while paper mills today are well equipped with sophisticated measurement systems and multiple closed-loop controls, the control of low-consistency refining is often low-tech, using only periodic manual freeness measurements to adjust the motor load. How can this be improved?
In high-consistency refining for the manufacture of thermomechanical pulp (TMP), which is a much more energy-intensive process taking place at 25 to 40 percent consistency, model predictive control (MPC), a form of artificial intelligence, has been successfully applied in closed loop mode for over 20 years. Process variables are used to build a multiple input – multiple output model that controls mainly the pulp consistency and motor load, resulting in the ability to apply a constant specific energy, or tune the specific energy for desired quality parameters. This not only results in reduced quality variation but can enable increased productivity and energy savings. Because of the high amount of specific energy applied in TMP refiners, the energy savings can be significant. For example, if a TMP mill producing 1000 tonnes per day at a total specific energy of 1.5 MWh/tonne is paying 5¢/kWh for electricity, a five percent energy savings is worth about $1.3 million per year.
An important feature of such a control strategy is keeping the model up to date. The first TMP mills to implement MPC often had an employee of the MPC software supplier working full-time in the mill to make sure the system was always working optimally and used their expertise combined with machine learning to continuously improve the model and control system. Nowadays, this can be performed remotely, so that one expert can work with several mills at the same time.
Low-consistency refining is typically carried out at three to five percent consistency in several small refiners, and the energy savings from process control are not as attractive as in high-consistency refiners, because the specific energy used is typically less than 10 percent of that in a high-consistency refiner, and there is much less variation in the pulp consistency. There are, however, other incentives for control. Refining is typically controlled to a freeness target by varying the specific energy, but manual freeness tests are only available every few hours, too infrequent for closed-loop control. Variations in incoming pulp quality, such as wood species mix, pulping conditions, and bleaching parameters, are much faster than this, so refining energy can only be adjusted in response to longer-term trends.
Online freeness testers such as L&W Freeness and PulpEye have been developed in recent years and can provide more frequent freeness results. For example, the FPS Papeles board mill in Chile has been using online freeness measurements taken every six to seven minutes since 2018 to manually adjust their refiner load. This has led to more stable operation, increased production rate, quicker grade changes and less energy consumption, giving them a good payback.
To close the loop on low-consistency refiner control, measurements need to be much more frequent than every few minutes. Satron, based in Finland, has developed its “Lumina VCF” optical transmitter, which employs LED-based multi-frequency light scattering measurements that can be calibrated to measure both consistency and freeness every few seconds. At this rate, closed-loop control of freeness for low-consistency refining becomes a possibility.
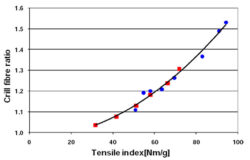
The effect of crill on tensile strength; red squares = bleached softwood, blue circles = unbleached softwood
Freeness control is important for consistent drainage behaviour on the paper machine and machine runnability. Having a stable freeness may allow a paper machine to be sped up while maintaining the dry line where it needs to be. A lower freeness, however, can be produced not only by fibrillation of the fibres to increase their surface area (desirable), but also from higher fines content in the white water used for diluting the pulp or from cutting the fibres (undesirable). Every pulp furnish has its own characteristics, and this is where online measurement of fibre morphology coupled with process models built from multivariable analysis and machine learning can be useful. There are at least two online sampling and measurement systems on the market: the L&W Fiber tester and the PulpEye. These produce measurements that include fibre length, width, shives, fibril area and perimeter, coarseness, and fines content. Like online freeness tests, these results can be obtained every few minutes. Multivariable analysis can then be used to build virtual sensors through machine learning. For instance, fibre characteristics combined with moisture, basis weight and strength tests from each reel can be used to predict the paper strength and the refining conditions (such as the specific energy applied in each refiner) can be controlled to produce different qualities of pulp for different grades of paper while respecting the freeness target. Alternatively, if the mill is using multiple furnishes (such as virgin and recycled pulp, or hardwood and softwood pulp), models can be built to optimize the furnish cost and quality, lower the amount of wet end additives such as starch, or produce faster grade changes.
Our understanding of fibre bonding has improved a lot in recent years with the development of an analytical method to detect and characterize “crill”, i.e., small particles in a pulp suspension, which was patented in the 1980s. The method uses light scattering at two different wavelengths in the ultraviolet (365 nm) and infrared (850 nm) regions to measure the crill content, calculated from the ratio of UV/IR transmission losses. Since the mid-2010s, this method has been used for crill detection in an add-on module for the L&W Fibre Tester, as well as in the “Crill Eye” module offered by PulpEye. Crill measurement can thus be used for monitoring fibrillation by the refining process. Recently published research [Kerekes, R.J., McDonald, J.D. and Meltzer, F.P., External fibrillation of wood pulp, TAPPI J, 22(6) 363(2023).] suggests that there is a critical refining intensity, below which external fibrillation occurs and above which fibrils become detached from the fibre.
In summary, it’s time for paper and board manufacturers to take advantage of modern sensor technology around the stock prep area and apply artificial intelligence and model control techniques to improve paper and board quality and reduce costs. It’s not an easy task, requiring good planning and an experimental approach to build customized tools. Expertise will be required to help facilities along this pathway. Pat Dixon, vice-president of automation at Pulmac, made a presentation based on some of these ideas at PaperWeek Canada 2023 entitled “The Future of Refining” and stated “I’m very optimistic, because we’re getting some orders right now. We’re starting to do this kind of work.”
Martin Fairbank, a PAPTAC Fellow, has worked in the pulp and paper industry for over 35 years and is currently an independent consultant and technical writer.
Print this page