Features
Pulp
Water & Chemicals
Kappa number and chlorine dioxide charge relationship
Examining the different factors that affect chlorine dioxide charges
November 13, 2023 By Augusto Quinde, ph.d.
 Photo: Moreno SoppelsaAdobe Stock
Photo: Moreno SoppelsaAdobe Stock The control of the cooking operations on continuous digesters is either by monitoring Kappa numbers (i.e., Kappa target) and/or by controlling digester levels. The most important responsibilities of a digester operator are to produce good pulp quality and to keep the wood chip column moving. Furthermore, the most important obligations for bleaching operators are to selectively remove lignin to produce pulp with optimum strength and brightness at the lowest possible cost. It is common to witness the debates between the pulping and bleaching areas regarding the different amount of bleaching chemicals when dealing with pulps of the same Kappa number coming from the same digester.
Most of the discrepancies between the chlorine dioxide charges and the measured Kappa numbers seem to be the result of a combination of two or more of the following factors: a) Kappa number variability, b) high loads of black liquor solids due to cooking conditions and brown stock washing efficiency (i.e., high carryover loads), c) lignin reprecipitation onto the fibre in the brown stock washing area (i.e., due to low residual effective alkali), d) hexenuronic acid (i.e., HexA) levels, e) chlorate formation across bleaching, f) underestimating the total bleaching chemical demands (ClO2 charge) by ignoring the dissolved lignin (i.e., mismatch of oxygen + ClO2 usages), etc. See Figure 1.
At present, there are many issues when dealing with the correct bleaching chemical demands and the actual chlorine dioxide (ClO2) charges. In this paper, we will try to understand the current disparities between the observed Kappa numbers and the calculated bleaching chemical charges and review the main factors affecting the above discrepancies.
Factors affecting chlorine dioxide charges
Kappa number variability
Kappa number variability is a big concern in the pulp production business and the four main sources of this variability may be: Wood chips quality variability, white liquor variability, cooking conditions complexity and digester disturbances. It is common to find mills cooking softwoods with hourly Kappa number data that show serious variability giving a Kappa number as low as 17 to 20 and as high as 42 to 45. Pulp mills must minimize Kappa number variability and prevent cooking to very low Kappa numbers to avoid excessive pulp degradation that will generate more black liquor solids and more chances for brown stock washer carryover (Quinde 2023).
Residual lignin and dissolved lignin
The residual lignin in pulp is the lignin left in the pulp after kraft pulping that is measured as the Kappa Number of the pulp and it is referred to as the fibre-bound lignin. When determining the bleaching chemical demands it is necessary to consider not only the lignin left in the pulp; but also, the lignin that is dissolved in the pulp slurry.
As per Wilke (2018), the dissolved lignin (i.e., filtrate Kappa number) varies significantly and often more than the fibre-bound lignin (fibre Kappa number).
The residual lignin of high-kappa pulps shows higher content of ß-aryl ether linkages and lower content of condensed structures suggesting that this residual lignin should be more reactive towards chlorine dioxide (ClO2) (Al-Dajani 2001).
Lately, it has been shown that when determining the Kappa number, this test measures not only the “true Lignin” left in the pulp; but also, hexenuronic acid (HexA) and other oxidizable material (i.e., degraded carbohydrates) that are oxidized by KMnO4 used for Kappa number determinations. See equation 1.

Lignin re-precipitation
The reprecipitation of lignin on the pulp depends mainly on the residual effective alkali in the black liquor. If the residual effective alkali is too low (i.e., 2.0 to 4.0 g/l as Na2O), then the fragmented lignin re-condenses and re-precipitates onto the fibres (pulp) at the end of cooking (i.e., bottom of the digester) or during the brown stock washing. The negative effects of low residual effective alkali include re-condensation and re-precipitation of lignin onto the pulp, lower bleachability, problems in the liquor recovery cycle, etc. Most of the new bonds of the re-condensed lignin are mainly of the stable C–C type versus the easily broken C–O–C ether bonds. Then, we must avoid the re-condensation of lignin to avoid harder bleaching conditions and prevent problems in the bleaching area (Quinde 2019).
As per Sundin, J. (2000), some metal cations (i.e., Na+, Ca2+, Mg2+, Al3+) precipitate kraft lignin under alkaline conditions at pH 9; however, only calcium and magnesium ions cause any noticeable precipitation at pH 11-13. Recirculation of liquors from the bleach plant to the brown stock area might lead to higher concentrations of metal cations (i.e., Ca2+ and Mg2+).
Hexenuronic acids (HexA)
This unsaturated sugar is formed during cooking from 4-O-methylglucuronic acid units on the xylan chain. It is known to increase bleaching chemical consumption, decrease brightness and increase brightness reversion.
In hardwood pulps, the contribution of HexA on the measured kappa number for hardwood pulps is approximately between 15 to 50 percent; however, this contribution on softwood kraft pulps is approximately 10 percent or less. High contents of HexA in the pulp will contribute to the kappa number of the unbleached pulp giving the false impression that the pulp contains more lignin. Furthermore, hexenuronic acids are not removed in considerable amounts during oxygen delignification or peroxide bleaching and these groups contribute to the overall chlorine dioxide (ClO2) consumption during ECF bleaching of hardwood kraft pulps (Brogdon 2009).
As per Colodette et al. (2007), kraft pulps produced by modified kraft pulping processes may contain 60-to-75 mmol/kg of hexenuronic acids (HexA) that would represent 6.0-to-7.5 Kappa units. Furthermore, it was found that HexA do not react with oxygen and only very little of it is removed during oxygen delignification then causing low efficiencies in the range of 25 to 35 percent.
Furthermore, hexenuronic acids can be selectively removed by an acid treatment and reduce the amount of bleaching chemicals (Jiang et al. 2002, Brogdon 2009). Rööst et al. (2000) mentioned that the yellowing tendency of fully bleached pulps increases probably due to a higher hexenuronic acid content in the pulp.
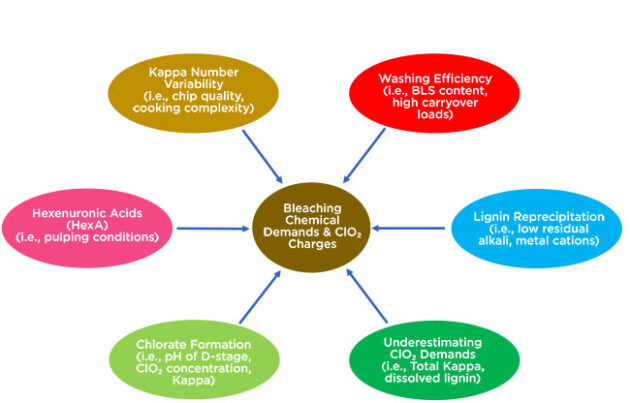
Figure 1. Main factors affecting the discrepancies between the chlorine dioxide (ClO₂) charges and the measured Kappa numbers
Image: Augusto Quinde
Brown stock washing optimization and black liquor solids (BLS) carryover
Black liquor solids carryover not only affect the organic loads to the effluent treatment plant but also interfere with the bleaching chemicals charged during bleaching. The black liquor solids carried over the bleaching stages affects the chemical oxygen demands (COD) of the bleach plant effluent and interferes with the efficiency of the bleaching chemicals increasing the bleaching costs. Furthermore, high black liquor carryover increases the levels of salt cake makeup (Bishop 1994).
Brown stock washing optimization can be obtained by implementing a sensor to measure the dissolved lignin content so that the mill can act preventively. This information may help to calculate the desired dilution factor for a specific washer. Furthermore, when the dissolved lignin is low; then, the dilution factor could be decreased thus reducing the water consumption. The dissolved matter in the fibreline must be balanced to get the proper bleaching chemical charge otherwise the consumption of bleaching chemicals by the dissolved matter will cause a reduced delignification or brightness (Wilke 2018).
It is not only imperative to properly monitor the black liquor solids going to the evaporators; but also, to monitor those black liquor solids going with the pulp to the oxygen delignification stage or other bleaching stages.
Oxygen delignification
Oxygen delignification is an important step in between the digester and the bleaching stages and it can be considered as a continuation of the pulping operations and/or as a preliminary stage for bleaching.
As per Wilke (2018), studies on the impact of the unoxidized and oxidized dissolved matter on the degradation of carbohydrates and lignin, determined that the presence of unoxidized dissolved matter decreases the delignification but increases in the case of oxidized dissolved matter. When comparing oxygen delignification and extended kraft pulping with respect to carbohydrates degradation versus lignin degradation, the oxygen stage is more selective than pulping. Furthermore, it is mentioned that since the pulp is better delignified after an O2-stage than after a cooking stage, then the chemical consumption during bleaching can be reduced by implementing an O2-stage.
In order to optimize the oxygen delignification stage and the production of ECF- or TCF-bleached pulps, a better understanding of the relationship between pulping and bleaching is required.
Chlorate formation across bleaching
It has been found that a significant amount of chlorine dioxide (ClO2) charged in pulp bleaching is lost in decomposition reactions (chlorate and chlorite) that result in increased bleaching costs and unwanted effluent load. These reactions are influenced by factors like the pulp type (i.e., kraft, softwood, hardwood), kappa number, hexenuronic acid levels, washing degree and D-stage operating like temperature, pH and ClO2 concentration. Optimization of chlorine dioxide bleaching stages may save significant amounts of this chemical by avoiding the usage of ClO2 in excess which may end up being converted into chlorate (Sezgi 2015).
Total bleaching chemical demands/ chlorine dioxide charges
Conditions of the kraft cooking affect the bleaching response of the pulp or bleachability and the bleaching chemical demands depend on how the pulping processes have been carried out. As per H. Zou (2002), “the chemical demand required to bleach the pulp to a given brightness value can be different even when the lignin content in the pulp is the same”. There must be a few explanations for this finding and an acceptable one may be related to low residual effective alkali at the bottom of a continuous digester (as explained before). Then, when having two pulps of the same Kappa number there is a need to know their corresponding blowline residual effective alkali at the end of the cook to produce these pulps. Pulps produced at very low residual effective alkali must require higher bleaching chemical consumption.
Laboratory experiments for a chlorine dioxide stage have shown that the presence of dissolved matter reduced the delignification and that the additional chemical demand required to compensate for this reduction was found to be proportional to the amount of dissolved matter. Furthermore, “the total chemical demand was found proportional to the total kappa number of the pulp, that is the sum of the fibre and filtrate kappa numbers” (Wilke 2018).

Most common bleaching operations include calculations of the chlorine dioxide (ClO2) charges based on the Fibre Kappa number without considering the Filtrate Kappa number (i.e., dissolved lignin and other oxidizable compounds) present in the pulp slurry. As per Wilke (2018) the chemical consumption can be reduced by controlling the chemical charge based on the sum of the fibre-bound lignin (i.e., fibre Kappa number) and the dissolved lignin (i.e., filtrate Kappa number). See equation 2.
As per Sezgi et al. (2015), some modern mills can reach their brightness targets with ClO2 dosages as low as 8 kg ClO2/adt; however, it is common to find mills operating with over 20 kg ClO2/adt pulp. These differences in ClO2 consumption derive from several factors being the most significant the carryover loads, the hexenuronic acid (HexA) quantities and the levels of chlorate formation throughout the bleaching stages.
Mathur et al. (2018) wrote “In the absence of carry-over measurement, mills compensate by applying a high operator bias to cover peak carry-over demand, which results in higher bleaching costs.” They also mentioned that in order to overcome this challenge, the pulp industry is transitioning from a fibre kappa number measurement to a new total kappa measurement for chlorine dioxide (ClO2) charge control.
There is a long list of process variables that needs a close manipulation to achieve an effective bleach plant control and it is very difficult to optimize each variable to maintain the whole process close to target. It is almost impossible that a human being would be able to control all these variables. Then, a software package (i.e., Advanced Process Control) is necessary to predict and/or to correct and/or control all the bleaching parameters.
The sum measurement of fibre kappa and filtrate kappa (carry-over) that is referred to as Total Kappa can be used as a feed forward control to estimate the chlorine dioxide (ClO2) charge in the Do and D1 stages and optimize the bleaching chemical consumption (Wilke 2016, Mathur 2018).
References
- Al-Dajani, W.W. (2001) “On the bleachability of alkaline – The influence of residual lignin structure”. Doctoral Thesis – Royal Institute of Technology, Stockholm, Sweden.
- Bishop, T. (1994) “The Effect of Black Liquor Carryover on Bleaching Effluent Chemical Oxygen Demand”. Senior Thesis Project. Western Michigan University, Michigan, USA. 30 pp.
- Brogdon, B.N. (2009) “A fundamental review and critical analysis of hexenuronic acids and their impact in elemental chlorine-free bleaching”. TAPPI Engineering, Pulping & Environmental Conference, October 11-14, 2009, Memphis, Tennessee, USA.
- Colodette, J.L., Gomide, J.L., Junior, D.L. and Pedrazzi, C. (2007) “Effect of Pulp Delignification Degree on Fiber Line Performance and Bleaching Effluent Load”. BioResources 2(2):223-234.
- Jiang, Z., Van Lierop, B. and Berry, R. (2002) “Hexenuronic acid groups in pulping and bleaching”. ABTCP – 35th Annual Pulp and Paper Congress & Exhibition. São Paulo – Brasil October 14-17, 2002.
- Mathur, A., Andersson, N., Smith, D.B., Onofre, R. and Morgan, G. (2018) “Bleach Plant Optimization Utilizing Novel Measurement Technologies Complemented with Advanced Process Control”. O Papel, 79(2):65-72.
- Quinde, A. (2019) “Residual Effective Alkali Control”. Pulp and Paper Canada (2):16-19.
- Quinde, A. (2023) “Kappa Number Variability During Kraft Pulping”. Pulp and Paper Canada, Digital Edition. May 30, 2023.
- Rööst, C., Larsson, P. and Gellerstedt, G. (2000) “Brightness and kappa number – Important variables to secure appropriate control of chemical charges in TCF- and ECF-bleaching sequences”. Nordic Pulp and Paper Research Journal vol 15 no 3.
- Sezgi, U.S., Resende, J., Shackford, L., Colodette, J. (2015) “The Effect of Do-Stage Temperature, pH and Kappa Factor on Chlorine Dioxide Decomposition and D-(Ep)-D Bleaching Performance for Eucalypt pulp” 7th International Colloquium on Eucalyptus Pulp, May 26-29, 2015. Vitoria, Espirito Santo, Brazil.
- Sundin, J. (2000) “Precipitation of Kraft Lignin Under Alkaline Conditions”. Doctoral Thesis – Royal Institute of Technology, Sweden. 72 pp.
- Wilke, C., Andersson, N., Van Fleet, R., Germgård, U. and Mathur, A. (2016) “Impact of dissolved lignin in oxygen delignification and chlorine dioxide stages”. TAPPI Journal 15(3):167-174.
- Wilke, C. (2018) “The Impact of Dissolved Matter on Fiberline Processes”. Doctoral Thesis – Karlstad University. Sweden. 118 pp.
- Zou, H. (2002) “Effects of Kraft Pulping on Oxygen Delignification”. Doctoral Thesis – University of Maine, Maine, USA. 185 pp.
Print this page