Features
Pulp
Moisture content in wood chips: Implications for kraft pulping
Investigating the pivotal role of moisture content in debarking, chipping, and kraft pulping operations, shedding light on strategies for improved process efficiency.
April 8, 2024 By Augusto Quinde, PhD
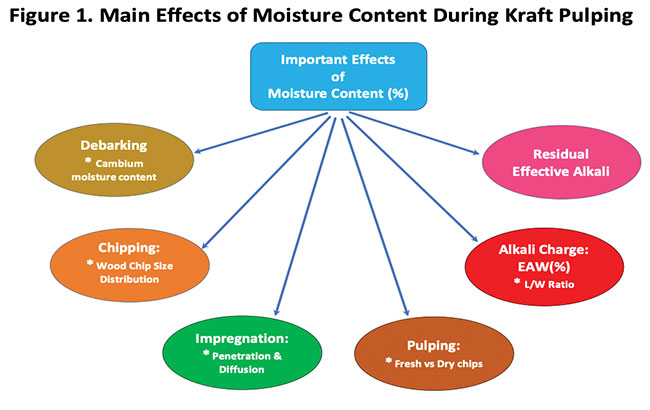 Figure 1: Main Effects of Moisture Content During Kraft Pulping
Images: Augusto Quinde
Figure 1: Main Effects of Moisture Content During Kraft Pulping
Images: Augusto Quinde The harvesting and buying of pulp logs are based on a per green tonne. Their moisture content critically impacts the pulp log price due to its influence on the wood mass. Furthermore, for kraft pulping operations the moisture content of the pulp logs affects not only the commercial aspects but also other operations like debarking, chipping (i.e., chip size distribution) and kraft pulping operations (i.e., impregnation, fresh vs dried chips, effective alkali charge, residual effective alkali), among other things. See Figure 1.
Kraft pulping operations depend not only on using the best technologies or the latest digester developments but also on the quality of the most important raw material – wood. When dealing with wood quality, the moisture content and the wood chip size distribution seem to be the ones demanding special attention. However, the wood chip size distribution is perhaps the most important variable with regard to wood chip quality.
In this paper, we will review the most critical effects of moisture content that could affect wood processability and pulping operations – debarking, chipping, impregnation, pulping, alkali charges and residual effective alkali. Additionally, we will review the water flow in a living tree and cooking chemicals transportation inside the wood chips during kraft pulping.
Debarking
Debarking depends on the debarking equipment, the log form and the adhesion strength at the bark-wood interface. The properties (i.e., pectin content) of the cambial zone are also relevant during debarking. The bark-wood adhesion strength depends on several factors – moisture content, harvesting season, wood species, temperature and direction of applied external forces. It might be that the wood-bark adhesion strength depends on the different behaviour of the plant cell components (i.e., pectins) with water (Chahal 2019).
The removal of the bark from pulp logs is essential to obtain a high-quality pulp and it depends on how strong the bark is attached to the wood. It has been shown that the moisture content at the cambium layer affects the wood-bark adhesion strength. Studies at the FPInnovations research centre have found that this bark adhesion strength increases as logs dry at moisture contents of around 20 percent to 40 percent (FPInnovations 2022).
Debarking operations are more difficult for frozen and dry logs while fresh, unfrozen logs usually debark easier and demand less energy. These conditions can generate over-debarked or under-debarked wood (Pulkki 1991).
Highly branched trees would result in poor debarking and higher bark content of the wood chips going into a digester. The optimal bark content of wood chips is below two percent as higher levels require additional cooking chemicals and might affect the dirt counts of final products.
Chipping and wood chip size distribution
In some countries, the wood chip size distribution is the basis for payment of sawmill chips. This size distribution is very important during kraft pulping not only because of the effects on pulp production and digester disturbances but also for the consequences on the post-digester handling of the pulp (Quinde 2020).
Van der Merwe et al. (2016) studied the effect of two drying periods (i.e., one and two weeks) and the effect of log sizes. They found that the drying periods and log sizes had a substantial impact on the wood chip size distributions (i.e., accepts, oversized chips, over-thick chips, pins and fines) generated during chipping. One-week dried logs produced wood chips with one percent less over-thick fraction than two-week dried logs. Furthermore, the over-thick fraction increased when decreasing log size. In general, when decreasing the log size, the amount of undesired chip fractions increases during chipping. Finally, they mentioned that the effect of pulp log moisture content on chip production is not well known.
Water flow in trees
Most of the water absorbed by the roots passes through the stem and branches into the leaves and then directly into the atmosphere in a process called transpiration. Only less than five percent is retained for plant growth. Plants depend on photosynthesis to make sugars by absorbing carbon dioxide (CO2) from the atmosphere at a rate of one CO2 molecule gain for 400 molecules of water lost to the atmosphere. Then, there must be a balance between transpiration and photosynthesis to secure the survival of plants by producing sugars but risking dehydration in this process (McElrone 2013).
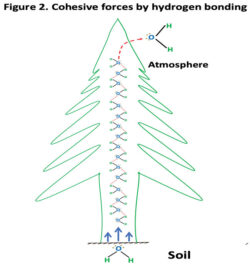
Figure 2: Cohesive forces by hydrogen bonding
Water moves from the soil to the top of the trees (i.e., in sequoias about 90 to 100 metres) by a cohesion-tension mechanism where cohesion among water molecules is due to hydrogen bonding and the tension is generated by the evaporation of water during plants’ transpiration. When water evaporates, it pulls the next water molecules to replace those lost during evaporation (McElrone 2013). Cohesive forces by hydrogen bonding are outlined in Figure 2.
Fibre morphology is very important to understand how water, preservatives and cooking chemicals penetrate and diffuse through wood (Josza 1983).
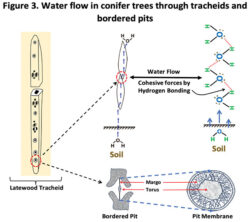
Figure 3: Water flow in conifer trees through tracheids and bordered pits
The flow of water from the roots to the upper parts of the tree (i.e., leaves) is carried out through vessels (hardwoods) or tracheids (softwoods). Tracheids connect to their adjacent ones through small cavities called pits (i.e., bordered pit) that act as a safety valve allowing the passage of water but restricting the spread of air bubbles or any other extraneous material (McElrone 2013). Bordered pits include a finely porous pit membrane (i.e., torus and margo) that is located at the centre of each pit (Choat et al. 2008, Jansen and McAdam 2019). Because of a pressure difference, the pit membrane can be deflected (i.e., aspirated) to the point where the torus seals the aperture (Choat et al. 2008). As per Xia et al. (2023), the aspiration in bordered pits depends on the structural and material characteristics of the torus and the margo. (See Figure 3).
Bordered pits are present in both hardwoods and softwoods (Choat et al. 2008; McElrone et al. 2013). As per Brännvall (2017), the bordered pits are distributed in pairs, such that one pit in one tracheid is connected to a pit opening in an adjacent tracheid.
Water flow problems in standing trees
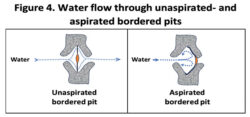
Figure 4: Water flow through unaspirated- and aspirated bordered pits
Water flows easily through all the conduits (i.e., vessels, tracheids) when they are clean. However, water transport can be disrupted by different factors, such as pathogenic organisms and/or their by-products, gums, tyloses, a gas bubble and aspirated bordered pits, among other things (McElrone et al. 2013). The same factors can obstruct the passage of the cooking chemicals to all parts of the wood chips with special emphasis to their centres. Special attention should be given to the effect of aspirated bordered pits. See Figure 4.
Impregnation of wood chips
Impregnation is a term that describes a combination of penetration and diffusion of cooking chemicals into the wood chips. While the penetration is a function of a gradient pressure inside the digester, the diffusion is a function of a gradient concentration of the active chemicals. High chip moisture can be detrimental to im¬pregnation. If there is a large relative amount of liquid in the chips, there is no room for the penetration of the cooking liquor and all impregnation must be done by diffusion (Corriveau 1982, Brännvall 2017).
Wood chips must be significantly impregnated with cooking liquors when the delignification reactions start at high temperatures to avoid inhomogeneous delignification of wood chip cores. Inadequate delignified chip cores are called shives or rejects (Brännvall 2017).
As per Brännvall and Kulander (2019), impregnating wood chips with high EA concentration decreases the risk of alkali depletion during the impregnation stage.
Sapwood versus heartwood – Whole log versus sawmill wood chips
The sawmill residue wood chips come from the outside of the logs – known as the sapwood which is characterized by having fibres with higher moisture content, more living cells, less lignin, lower density, less wood extractives and are less acidic than the heartwood. Heartwood is darker in colour than sapwood because of the deposition of organic material. The fibres coming from the sapwood are easier to cook than the heartwood.
There is a lower penetration of the heartwood compared with the sapwood due to more aspirated pits in the heartwood (Siau, J.F. 1971).
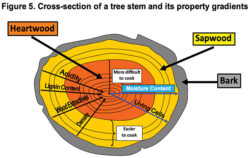
Figure 5: Cross-section of a tree stem and its property gradients
When using whole logs, the wood chips are originated from both the sapwood and the heartwood. Some characteristics of the fibres from the heartwood are the opposite as those in the sapwood. A cross-section of a tree stem from the periphery towards the centre of the stem (i.e., pith), reveals that physical and chemical changes are gradual, and that the outer and inner annual rings are the extremes. Therefore, when pulping a whole log, one must consider its wide range of wood densities, pH, lignin contents, moisture contents and so on (Quinde 2020). See Figure 5.
Pulping green – fresh versus dry wood chips
Chemical pulping processes (i.e., kraft) of wood depends on the capability of the cooking liquor to flow through the wood. Besides the difficult penetration of cooking chemicals due to density, lignin contents, moisture content, etc, there is an important anatomical (i.e., bordered pits) factor to consider during kraft pulping operations.
Aspiration of bordered pits usually occurs when sapwood is transformed into heartwood or when wood dries. Aspirated bordered pits stop not only the entry of air and xylem sap into adjacent tracheids but also inhibit the flow of cooking chemicals during kraft pulping (Petty 1972, Josza 1983, Jansen and McAdam 2019).
Cooking chemicals flow is usually greater in green (i.e., fresh) wood conditions than in its dried conditions. Green wood chips are easy to cook.
Some mills receive their green/fresh wood chips during the weekdays, pile them and use them in a short time period. However, their older (i.e., dried) wood chips are cooked during the weekend. The digester operator for the weekends will add 1.0-1.5 percent units of the normal EAW percentage used in the weekdays as he knows that the drier wood chips are difficult to cook.
Effect on effective alkali charge on wood (EAW percentage) and residual effective alkali (REA)
Most mills receive their wood chips from different suppliers with a wide range of wood chip moisture contents. When the mills use these wood chips without measuring (i.e., online) their moisture content, it is impossible to obtain the correct effective alkali charge (EAW percentage) per oven-dried wood or the corresponding appropriate residual effective alkalis. These incorrect alkali charges on a continuous digester result in a wide daily Kappa number range (i.e., 20-25 Kappa units). The final result would be a very high Kappa number variability due to inaccurate EAW percentage assuming all other variables are under control (i.e., wood chip size distribution, sulfidity, H-Factor, etc).
Online control of the residual effective alkali at a few points to get a digester alkali profile at different locations in the digester (i.e., bottom circulation, blowline, etc) would help to remedy inaccurate EAW percentage calculations, to give smoother digester operations and to reduce the Kappa number variability, therefore reducing over-cooking or under-cooking (Quinde 2019).
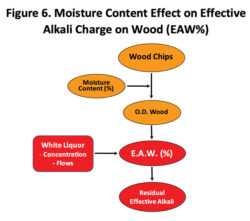
Figure 6: Moisture Content Effect on Effective Alkali Change on Wood (EAW%)
The proper monitoring of the white liquor charges (i.e., concentration and flows), together with the moisture content, secure the appropriate effective alkali charge (EAW percentage) per oven-dried wood and consistent residual effective alkalis (See Figure 6).
As per Chircoski et al. (2013), variations in wood chip moisture and dry bulk density can be attenuated by using a chip management system (CMS) that includes a chip moisture analyzer (CMA), chip weighing system (CWS), chip volumetric measurement (CVM) and chip sizing system (CSS).
The ideal control and monitoring of a continuous digester would include the above CMS; online monitoring of the quality and concentration of the white liquor; and online monitoring of the residual effective alkali at different locations in the digester.
Print this page