Features
Process Control
Pulp
Water & Chemicals
Controlling chloride and potassium levels in the kraft recovery cycle using the PDP system
May 6, 2024 By Emily Freeze and Max Futterer from NORAM Engineering and Michael Paleologou from FPInnovations
 Figure 3. Chloride removal resin bed
Figure 3. Chloride removal resin bed Recovery boilers are pillars of the kraft pulp industry, yet they are still vulnerable to certain operating challenges such as fouling from sticky deposit formation or corrosion in the superheaters, which can lead to costly shutdowns.
The temperature at which sticky deposits form is a function of the chloride and potassium content of these deposits or of the ash captured by the recovery boiler electrostatic precipitator (ESP), as shown in Figure 1.
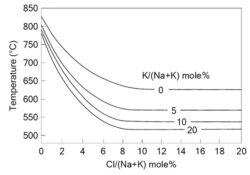
Figure 1: Potassium and chloride effect on recovery boiler sticky temperature
Removing chloride in particular results in a significant increase in the sticky temperature of the ash, which helps move the sticky deposits to the main generating bank where they can be more easily purged, instead of forming on the cooler superheater tubes which are spaced more closely together, and fouling is accelerated.
The traditional approach to remove chloride and potassium from the recovery cycle involves purging precipitator ash, however, this purge stream also carries away valuable pulping chemicals which must be made up with purchased caustic and/or sulphur-containing chemicals to maintain the Na/S balance.
Enter the Precipitator Dust Purification (PDP) system, a process previously developed by FPInnovations and Eco-Tec Inc. which can selectively separate chloride and/or potassium from a slip stream of dissolved ash and stands as a benchmark technology for tackling fouling while recovering waste streams.
Chloride removal system (PDP-Cl)
The PDP process begins with the dissolution of precipitator ash in water in the Ash Mix Tank, see Figure 2.
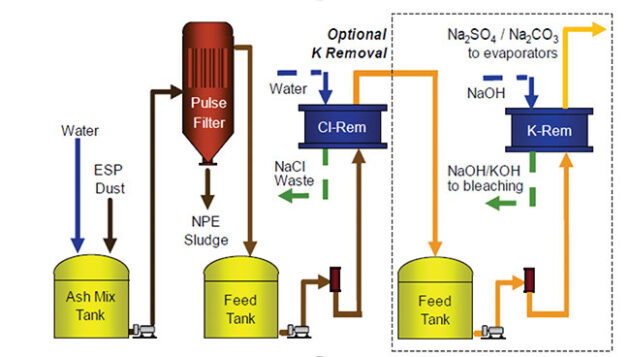
Figure 2. PDP system with chloride and potassium removal options
Photos: NORAM and FPInnovations
This ash solution is then pumped through a pulse filter where insoluble solids such as unburned carbon and non-process metal oxides are removed. A short back-pulse sequence is performed on the filter approximately once per hour to discharge solids and clean the pulse filter membranes.
In the chloride removal stage, the resin bed, seen in Figure 3 below, functions on the principle of ion retardation chromatography and operates as a batch sequence. The feed ash solution is first pumped in an upstroke through the resin bed where sodium chloride is retained, while sodium sulphate and sodium carbonate pass through and are returned to the liquor cycle. Then soft water is pumped in a downstroke to regenerate the resin while a dilute stream of sodium chloride is discharged from the system.
Potassium removal system (PDP-K)
In applications where the superheated steam temperature exceeds 480˚C, it becomes imperative to control potassium to ensure the first melting temperature of deposits remains well above the surface temperature of the superheaters, thereby preventing corrosion. In such cases a secondary stage can be added for potassium removal, see Figure 2.
While ion retardation chromatography is used for the removal of sodium chloride, potassium ion removal relies on conventional cation exchange. During this stage, sodium is exchanged for potassium in the resin bed, then the bed is restored to its sodium form by regenerating the loaded resin with a caustic solution used for pulp bleaching. This strategic approach ensures that the initially purged potassium ion serves as an effective source of alkalinity in the bleaching process before being discharged in bleach effluents.
The high efficiency of short column design results in low losses from the potassium removal stage. In applications where chloride inputs are low, the chloride removal stage may be excluded and only potassium removed.
Reducing chemical make-up and environmental benefits
The PDP system reduces environmental impact by allowing an otherwise purged ash stream to be reused in the recovery cycle. The new purge stream of a chloride removal system consists mostly of water and chloride, while the regeneration of a potassium removal system requires only borrowed caustic destined for bleaching, and swaps in a portion of potassium ions to maintain effective alkalinity for the bleach plant.
Recovery of sodium carbonate and sulphate is high through this short column resin bed, typically 90 to 96 percent, enabling proportionately reduced chemical make-up costs, and because make-up chemicals are a known source of chloride inputs, the overall chloride removal efficiency is compounded. Additionally, because of the high chloride removal efficiency coupled with unmatched recovery of pulping chemicals, the system requires less precipitator ash to be processed when compared to competing systems.

Table 1: Installed PDP systems
Greenhouse gas emissions are also reduced for mills with a PDP system. For example, a mill that purges 30 tonnes per day of ESP ash for chloride control can expect a reduction in caustic make-up requirements of about five tonnes per day (assuming that the ESP dust is composed of 20wt% sodium carbonate). Since the carbon footprint for sodium hydroxide is about 1.34 kg of CO2 equivalent/kg of NaOH, this means that the generation of as much as 2,100 tonnes of CO2 equivalent/year can be avoided through the installation of a PDP system of this capacity.
In the case of most bleached kraft pulp mills, no sodium sulphate needs to be purchased since this can usually be replaced with the sodium sesquisulphate by-product of the chlorine dioxide generator. However, in the case of unbleached kraft mills or mills that need to sewer higher amounts of ESP dust for chloride control, the impact on GHG emissions will be greater since, in addition to sodium hydroxide, the carbon footprint of increased sodium sulphate make-up requirements will need to be considered as well. Sodium sulphate is reported to have a carbon footprint of 0.530 kg of CO2 equivalent/kg of Na2SO4 [6].
Installations
As seen in Table 1, there are PDP installations at 11 pulp mill sites across three continents, which include 11 chloride removal resin beds and one potassium ion removal resin bed (one site has both chloride and potassium removal stages). There is a renewed interest in the PDP system as three such systems were implemented in 2023.
The demand for PDP and other chloride/potassium removal systems is expected to increase in the future as mills install more modern high-pressure recovery boilers and as they tighten their recovery cycle with respect to chemical losses for economic and environmental reasons.
NORAM provides innovative process technology, engineering services and custom designed equipment to kraft and sulfite pulp mills.
Print this page